|
ZXE1
Series AC-DC dual welding machine
|
The
series of dual-use manual arc welding machine for welding AC-DC power
supply compatible dual AC and DC welding characteristics, using for
various welding rod, the black metals, stainless steel and low alloy
steel, widely used and automobiles, shipbuilding, metallurgy, chemicals,
construction and other industries, welding dynamic characteristics of a
good performance gentle, arc stability, calm pool, a small spatter, weld
shape, low noise, "Eighth Five-Year Plan" to promote the use
of new products.
ZXE1 Series AC-DC dual-core action by the Department of Silicon welder
welding transformer, rectifier group reactor, the composition of main
components such as switches.
The welder is simple in structure, convenient operation and maintenance,
less noise and vibration characteristics.
Used for welding, the welding of low carbon steel and low alloy
steel components. Angle was able to make up for DC arc welding defects
caused by magnetic blow.
Used for welding, welding obvious than the stability of exchange
available J507 electrode. stainless steel electrode for high carbon
steel, alloy steel, stainless steel, copper and cast iron materials and
other high technology welding.
First.
Technical data
|
Subject |
Units
|
ZXE1-250
|
ZXE1-315
|
ZXE1-400
|
ZXE1-500
|
|
AC-250
|
DC-230
|
AC-315
|
DC-270
|
AC-400
|
DC-350
|
AC-500
|
DC-420
|
|
Rated
input voltage
|
V
|
380
|
|
Rated
frequency
|
Hz
|
50
|
|
Phases
|
|
Single
Phase
|
|
No-load
voltage
|
V
|
68
|
70
|
72
|
70
|
|
Rated
AC welding current
|
A
|
250
|
315
|
400
|
500
|
|
Rated
welding current DC
|
A
|
230
|
270
|
350
|
420
|
|
AC
current regulator scope
|
A
|
50-250
|
60-315
|
75-400
|
95-500
|
|
DC
current regulator scope
|
A
|
40-230
|
50-270
|
60-350
|
80-420
|
|
Rated
duty cycle
|
%
|
35
|
|
Rated
input capacity
|
KVA
|
18.6
|
22.8
|
30
|
38
|
|
Insulation
Level
|
|
F
|
|
Cooling
|
|
Forced
air cooling
|
|
Dimension(L×W×H)
|
mm
|
645×404×770
|
670×434×850
|
625×450×850
|
740×494×1000
|
|
Weight
|
Kg
|
110
|
117
|
145
|
175
|
|
|
|
|
|
|
|
|
|
|
|
Second.
Use
ZXE1 Rectifier AC-DC arc welding machine is based on the People's
Republic of China Machinery Industry ministry standard JB/T7835. JB/T7834
design of a new production welder, is a widely used and the use of a
broad product It used rectifier circuit is easy to use, easy in
striking, arc stability, high efficiency and long life、reliability and
maintenance convenient.
Third. The structure
ZXE1 Rectifier AC-DC arc welding Circuit (see figure 1) and the
role of main components are as follows : Introduction
1、A
series of single-phase displacement of ZXE1 magnetic shunt type
transformer B share three core columns, Winding were placed in the first
class action cores on both sides, divided into primary and secondary
windings in two parts, fixed in the main core. Middle-Core for Mobile,
said moving core constitutes Magnetic Circuit. Mobile Core output can be
changed position welding current size.
2、Silicon device composed of four single-phase rectifier elements, or
full-wave bridge rectifier circuit.
3、The output reactor, in which Tandem welding circuit, starting
filter, so the DC rectifier more straight. Arc to stabilize and reduce
the amount of spatter.
|
Symbol
|
Name
|
Volume
|
Remarks
|
|
XD
|
Light
|
1
|
|
|
FS
|
Cooling
fans
|
2
|
|
|
V
|
DC
Voltage Meter
|
1
|
|
|
A
|
DC
Ammeter
|
1
|
|
|
FL
|
Shunt
|
1
|
|
|
L
|
Reactor
|
1
|
|
|
D
|
Diodes
|
1
|
|
|
B
|
Transformer
|
1
|
|
[Reference to the relationship between the
welding current and welding electrodes (ilmenite-)]
|
Electrode
diameter (mm)
|
Welding
current (A)
|
|
2.5
|
50-80
|
|
3.2
|
100-130
|
|
4.0
|
160-210
|
|
5.0
|
200-270
|
|
6.0
|
260-300
|
Following
is owned in part by connecting users
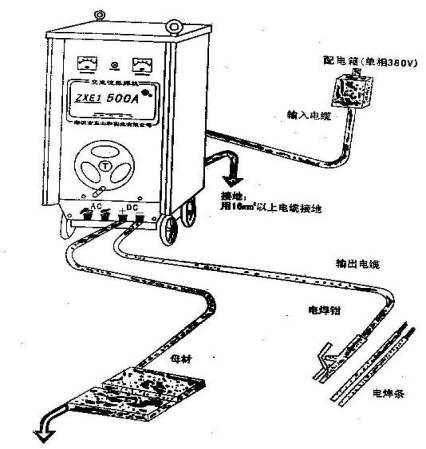
Grounding
: Grounding cables above 16mm 2
Note
parts
Fourth.
The method of operation
Ready
Switching
operation
Input
protection device with switches
Welding
current adjustment
Current
regulation by rotating the handle, you will need to adjust the welding
current values.
Current
value can be increased to handle the clockwise rotation, anticlockwise
turn will reduce the current value.
Fifth.
Welding process
1、Arc
Using welding rod clamping tight to touch base metal electrode, and then
brought to a slight arc.
2、Welding
Mobile welding, arc length to maintain stability
Finishing
3、The switching operation
Input protection device switched off switch.
4、Dimension map
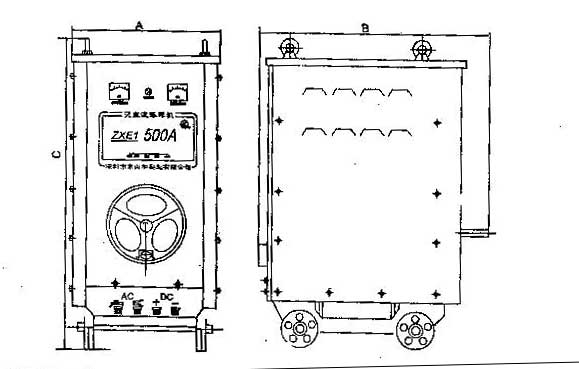
|
Models
|
A
|
B
|
C
|
|
ZXE1-250
|
404
|
645
|
770
|
|
ZXE1-315
|
434
|
670
|
850
|
|
ZXE1-400
|
454
|
700
|
915
|
|
ZXE1-500
|
494
|
740
|
1000
|
Sixth.
The use of maintenance and attention
1、The
dust in a serious and extremely humid climate, before welding power
source connected to ,the input and output should be measured between the
input and output welder and insulation resistance between the shell. If
less than 0.5 MΩ insulation resistance, no electricity, clean handling
and inspection should be dry and remove insulation fault, use only.
2、In accordance with the wiring when the power supply voltage wiring
access welder corresponding screw (tagged), not to connect wrong.
3、Welding machine and welding cable lines should be sufficient
cross-sectional area, and good contacts Connection reliable.
If
longer welding cables, welding cables instead area, welding cables 4V
not exceed the total voltage drop. so as not to affect the quality of
welding.
4、On
the shell with a grounding screw (tagged) to be fitted with the use of
earth to ensure safety.
5、The
overhaul must be released the power lines, to ensure safety.
6、Screws,
threaded bushing location and activities are kept clean and grease.
7、Welders
must use protective equipment when welding, and scald burns from arc.
8、The
use of welding ventilation in order to heat dissipation, long-term use
should be clean internal dust Offline be cleared.
9、Welder
and not getting wet in the open sun.
10、Removed
to avoid the collision damage.
11、A
welder with any corrosive, flammable, explosive articles parked in the
same room.
12、The
by-products manufactured both by the strict testing products, users in
complying with the rules of their use under the conditions of the damage
occurred as a result of poor manufacturing or normal working hours. in
the 12 months after the sale of the factory for free repairs for
customers.
AC and DC arc welding machine faults and eliminate common method
|
Fault
|
Have
a cause of the malfunction
|
Exclusion
method
|
|
Output
terminal arc welder,without Current Output
|
1、Without
the input voltage supply input
2、Or
damage to internal wiring shedding Switch
|
1、To
check the importation Setting up Insertion Knife air power switch
or fuse is intact.
2、Casing
removed from the line or check whether there is any Sealing-off,
if requested to notify the owners still can not be ruled out
|
|
Arc
welding arc difficult or interrupted easy
|
1、Or
low voltage network rated input voltage is lower than the input
voltage.
2、The
output cable is too long or too small cross-sectional area
|
1、Rated
input voltage required by the prospectuses.
2、The
output current by the small cross-sectional area of the allocation
of sufficient power lines, and the general cable length should not
exceed 10 meters. Wrong Earth to protect power lines and good
contact with the workpiece.
|
|
Welding
work began, the temperature is increased or abnormal odor emitted
|
1、The
absence of the rated duty cycle or too small selection of welding
2、The
first new work welder slight odor of varnish
3、Coil
short circuit
|
1、The
rate set by the nameplate on are those occasional master welder
working hours, not large current prolonged continuous welding.
2、Normal.
3、Coil
short-current Department dispersed after and wraps up Coil Short
takes serious damage return to factory repair and inspection.
|
|
Cooling
fans are not diverted
|
1、Peeling
or have access to suture Fan Power
2、Fan
damage
|
1、Re-planted
or clamping.
2、The
replacement of new fans.
|
|
Welder
excessive noise
|
1、Shell
or chassis screws Loosen
2、Mobile-core
vibration
3、The
coil or iron core draw bolt does not tighten
|
1、Re-fastening
screws.
2、Moving
core adjustment screws, springs, pressure has increased.
3、Compress
or coil iron from fastening bolts fastening bolts.
|
|
Crate
issued loud "hum ..." short-circuit voice
The
positive and negative is faced
|
The
diode generally judged to be damaged D1-D4
|
Releasing
diode link that to the pros use Multimeter Ω stalls measuring
resistance, seeking hundreds of ohmic resistance. Reverse several
thousands ohmic resistance.
If
the pros to have hundreds of ohms.
Should
be replaced diode.
|
|
Unable
to turn large current welder
|
1、The
importation of small power line
2、The
output cable is too small or too long
3、Moving
core unable to shake out
|
1、Chosen
by the current large enough Nameplate primary power line.
2、Increasing
or reducing the excessive welding cable welding cables.
3、Excluding
mechanical failure.
|
|
Electrical
shell
|
1、Power
Wiring Department shell collision
2、Welder
internal wired shell collision
3、Coil
Wrong Earth
4、Humidity
5、Welding
ground clamp moist or humid
|
1、Check
wiring safety.
2、Cable
and check whether there is any shell casing removed the latter.
3、Return
factory repair.
4、Shell
good grounding.
5、The
output voltage of security, a sense of mild anesthesia is normal
wear shoes insulation, insulation bring gloves.
|
 
|