|
ZX7
Series Counter-Variant DC Arc Welding Machine
|
| This welding machine is a kind
high-efficient and energy-saving welding equipment. With
adoption of advanced integrated circuit control and IGBT (VMOS)
middle-frequency counter-variant technology, this welding
machine enjoys such advantages as easily striking arcs, smooth
arc, small spatter, beautiful welding seam and wide applying
range of currency. It also has such properties as small
volume, light weight, high reliability and easy carrying
about. |
 |


Safety
notice!
Important
show:
Welding process, not switching function switch to prevent damage to
machines.
For cutting, they must first get rid of the rapid plugs connected with
the welding tongs to ensure continuous welding clamp with the mainframe
to protection against.
Use the safety equipment required to install leakage protection
switching.
Authorized the use of national security supervision departments of labor
protection welding supplies.
The operator must have a valid "metal welding (OFC)
operations," the certification of the special operations personnel.
Electric shock-will cause serious injury!
According to application criteria installed grounding device.
Parts of the welding.
Ensure that the insulation is between you and the ground state and the
workpiece.
Ensure your work place is safe.
Smoke-will be harmful to health!
Let's head to remain the smoke outside.
In welding, the use of ventilation and exhaust devices, to avoid breath
smoke.
Arc radiation-damage your eyes, skin burns!
Suitable welding masks and filters, wear protective clothing to protect
your eyes and body.
A suitable masks or screens to protect spectators from harm.
Fire-welding spark may lead to fire, without confirmation welder nearby
combustibles, please pay attention to fire safety.
Noise-excessive noise harmful to people's hearing
Protect your ears, or put to other use hearing protection ear protective
shelter materials.
Warning bystanders, potential noise will hurt their hearing.
Fault-encountered difficulties, seek professional help.
If you meet difficulties in the installation and operation, please check
the relevant contents of this handbook.
DC
arc welding machine
The
welding machine is used in the manufacture of advanced inverter
technology. Study on V-MOS FET devices is the use of high-power inverter
control, 50/60HZ switch to the working frequency for high-frequency
(100KHZ above), and hypotension rectifier. by pulse width modulation (PWM)
DC power source output, the main transformer weight, volume has dropped
dramatically. improve efficiency by more than 30%. Igniter system uses
high-frequency oscillation theory. Their characteristics are as follows
: stable, reliable, portable, energy electromagnetic noise.
Arc
we lding machine is a series of features : efficient, energy, light and
has good dynamic characteristics, arc stability, Rong Chi easily
controlled. The high thrust-load voltage of the energy and better
compensation. A wide range of uses, can be used for high-altitude
operations, field operations, and indoor and outdoor decoration, and is
small in size compared to similar products. light weight, easy
installation, easy operation and so on.
First.
The main technical parameters
1-1.
Parameter Table
|
Parameters
|
ZX7-160
|
ZX7-200
|
ZX7-200B
|
ZX7-250
|
|
Supply
voltage (V)
|
Single-phase
220V±15
|
Three-phase
AC380V±15
|
|
Rated
input current (A)
|
24
|
32
|
32
|
15
|
|
No-load
voltage (V)
|
70
|
56
|
62
|
54
|
|
Output
current adjustment (A)
|
30-160
|
20-200
|
20-200
|
20-250
|
|
Rated
output voltage (V)
|
27
|
28
|
28
|
30
|
|
Thrust
tuning range (A)
|
-
|
-
|
0-100
|
0-100
|
|
Load
sustained rate (%)
|
90
|
40
|
60
|
60
|
|
No-load
loss (W)
|
40
|
40
|
40
|
60
|
|
Efficiency
(%)
|
85
|
85
|
85
|
85
|
|
Power
Factor
|
0.93
|
0.93
|
0.93
|
0.93
|
|
Insulation
Level
|
B
|
B
|
B
|
B
|
|
Protective
casing grades
|
IP21
|
IP21
|
IP21
|
IP21
|
|
Weight
(kg)
|
8
|
8
|
810
|
15
|
|
Dimension
(mm)
|
371×155×295
|
371×155×295
|
425×205×355
|
480×210×310
|
|
Parameters
|
ZX7-315
|
ZX7-400
|
ZX7-400B
|
ZX7-500
|
|
Supply
voltage (V)
|
Three-phase
AC380V±15
|
|
Rated
input current (A)
|
20
|
28
|
28
|
38
|
|
No-load
voltage (V)
|
69
|
67
|
67
|
67
|
|
Output
current adjustment (A)
|
20-315
|
20-400
|
20-400
|
20-500
|
|
Rated
output voltage (V)
|
33
|
36
|
36
|
40
|
|
Thrust
tuning range (A)
|
0-100
|
0-100
|
0-100
|
0-100
|
|
Load
sustained rate (%)
|
60
|
40
|
60
|
60
|
|
No-load
loss (W)
|
80-100
|
100
|
100
|
100
|
|
Efficiency
(%)
|
85
|
85
|
85
|
85
|
|
Power
Factor
|
0.93
|
0.93
|
0.93
|
0.93
|
|
Insulation
Level
|
B
|
B
|
B
|
B
|
|
Protective
casing grades
|
IP21
|
IP21
|
IP21
|
IP21
|
|
Weight
(kg)
|
18
|
28
|
35
|
52
|
|
Dimension
(mm)
|
450×300×290
|
565×305×495
|
540×365×370
|
700×335×630
|
Second.
The installation
2-1.
Power Line Link
1)
Each machine is equipped with a power line. Weld should accept the input
voltage to a corresponding voltage lines, not to accept the wrong
voltage.
2)
Power Connection with the counterparty to a power socket or good contact
to prevent oxidation.
3)
Using Multimeter measuring about whether the value of the input voltage
fluctuation range.
2-2.
The output link
1)
Each equipped with two quick plug welding, the former face of rapid
quick plug socket. Turn to be forced to ensure good contact, to work
long hours of work will be destroyed when the current plug and socket.
This should arouse sufficient attention.
2)
Link to put before the panel welding electrode, the cathode workpiece
then, and red quickly to the other end plugs Xianqian link link hands
with attention within 2.60s board, so that the second cable (on line and
earth) good contact with the rapid plugs, Otherwise, they will burn
quickly plugs.
3)
Should pay attention to the wiring polarity, DC welder general there are
two ways : being wiring and plug;
Normal
Law : Welding then being put anode, cathode then workpiece; (Applicable
to acidic electrode)
Opposition
Law : workpiece then plug anode, cathode then put welding.
(Applicable to stainless steel, cellulose and other basic rod)
According
to the workpiece and welding technology requirements selected arc of
instability will occur if a poor choice. Splash of other large and
sticky, such a situation can easily swap plugs rapid change polarity.
4)
If the workpiece and welding away (50-100 meters). Used in the second
line (on line and earth) long, this should be an appropriate choice of
wire Cross-sectional area greater, to reduce cable voltage drop.
2-3.
Inspection
1)
Whether the standard welder made reliable grounding.
2) Whether all nodes good contacts (especially to Xianqian contact with
the workpiece).
3)
Line of output put it shorted.
4)
Whether the output polarity is correct.
5)
If the choice of circuit protection device leakage current<30mA.
6) Welding spatter could catch fire, it is necessary to check the
neighborhood or other combustibles.
Third.
The operation
3-1.
Operation (panel attached map)
1) Open the Power Switch, the first display table set current value, the
fan begins to rotate.
2) Users need to regulate "welding current adjustment knob"
and "arc thrust knob." welding properties meet the
requirements.
3) Under normal circumstances, the value of welding electrodes and
welding current counterparts :
φ2.5:
70-100A;φ3.2:110-160A;φ4.0:170-220A;φ5.0:230-280AΦ
70-100A; φ 3.2:110-160A; φ 4.0 : 2.5 : 170-220A; φ 5.0:230-280A
4)
"Arc thrust Knob" is used for adjusting welding properties.
especially in a small area with the current "welding current
adjustment knob" used in conjunction, can easily adjust the size of
current arc, and from "welding current adjustment knob"
control, a small current welding, Current thrust will be to achieve
greater energy simulation of the effects of rotation DC welder.
5)
If a welder remote control device :
A Former welder used to determine the location of remote switching
options, as measured by lower home use remote control. ON stall on the
remote control device for home use.
B
Remote control socket plugs inserted correctly, Turn. Prevent barred
from access.
C
No remote control device, to choose their own switch in the
"OFF", or else Current regulation on the plane could not use.
D
Some users in the process of moving welder, remote switching collision
inadvertently put the wrong place, failure to adjust welding. he wrongly
believed that the failure was caused machines to draw attention.
3-2.
Allow duty cycle
1) Requires strict theory of duty cycle. (See Table technical
parameters)
2) Load over sustained rate, in the welding process, welding operations
will suddenly stop, This is a welder overload of work, internal thermal
components action, with the result due to cease operation welder.
Need
not cut off power supply, fan cooling machines continue to operate in
order to expedite the process, generally 5-10 minutes (with the ambient
temperature and ventilation conditions change) will be able to resume
operations. (Note : The candle cellulose electrode, due to upgrade
Thrust)
Fourth.
The attention
4-1.
Use of the environment
1)
The use of relatively dry conditions, air humidity ≤ 80%;
2)
Ambient temperature range -10℃―+40 ℃;
3)
Avoid direct sunshine or rain in the open areas;
4)
To avoid the larger dust or corrosive gases in environment.
4-2.
Safety Summary
1)
To ensure good ventilation conditions
The
welder are smaller and compact structure, the output current is large,
Natural ventilation components heat has been unable to meet demand, the
contents of the fan forced cooling machine.
Please
note : users welder front ends of the exhaust and not covered with
blinds plug ,Welder place at a location away from the surrounding
objects shall not be less than 0.3 m, should ensure that conditions are
improving ventilation. It is critical for the normal operation and
welder life.
2)
To avoid overload
Please
occasional users are all in strict accordance with the maximum allowable
rate under current conditions to limit the current. should not be
overloaded, so as not to reduce the life welder, leading to the burning.
3)
Avoidance Overvoltage
can
guarantee that do not exceed the permissible value of welding current,
If supply voltage provides higher value of the components may cause
damage.
4)
There is a grounding screw on the back of each welder, grounding symbols
for signs, Before the election section in the four-square-mm shell and
wires to be reliable connectivity, not static or leakage causing
malfunctions.
Fifth.
Maintain (please cut off the power!)
1)
Dust regularly, use a clean dry compressed air cleared If Congress and
the smoke pollution in the air using welding, done at least once a month
to deal with dust.
2)
To the required pressure compressed air to avoid damage to the welding
small components.
3)
Internal inspection of the electrical connection is confirmed contacts
good (especially connectors), has reinforced the loose end. If oxidation
use sandpaper to remove the oxide film and re-connect.
4)
To avoid welding inside the flooded or wet, drying is used otherwise,
Measuring with a Megger insulation (including the connections and
linkages between and among shell).
Only
confirmed that there is no unusual circumstances can continue welding.
5)
If do not use of welding machine for a long-term, welding machine shall
be placed in the original packaging and stored in dry conditions.
Fixth.
Troubleshooting
The
following operating requirements : operators must have adequate
electrical aspects of a comprehensive security knowledge and expertise,
Operators should be able to prove their skills and knowledge to the
holders of valid qualification documents.
1、Troubleshooting
common ZX7-160
|
Fault
|
Exclusion
|
|
SMPS
light is not bright.
Fans will not be diverted without welding output
|
1、Confirmed
Power Switch on.
2、Confirmed
the importation of electric power cables accepted.
|
|
Power
indicator light lit up, fans will not be diverted without welding
output
|
1、Then
may be wrong in the importation of 380V power supply, causing
overvoltage protection circuit starter, then changed the 220V
power supply. can be reset button.
2、220V
power instability (excellent long line input) or imported in the
lap lane -- online, Starting Over-circuit caused increased the
diameter line into the grid; s line input nodes, This machine 5-10
minutes after the reset button relations can be restored.
3、Switching
Power Switch for a short period of time caused starter protection
circuit. Shutdown 5-10 minutes after the reset button can be
restored to normal.
4、The
power supply switch to the plate loose lead, re-fastening.
5、24V
power relay board did not pull or damage, an 24V power supply and
relay. Relay can be used with other types of relay replacement.
|
|
Fans
turn, welding control potentiometer output current unstable or
not, sometimes large, sometimes small currents
|
1、Potentiometer
1K, quality, and should not change.
2、Connection
have access to all, particularly connectors and other required
inspections.
|
|
Fans
turn, it is extremely light does not shine without welding output
|
1、Various
plug-ray machines have access to it.
2、Or
have access to the output circuit connecting Department
phenomenon.
3、And
Instrumentation Power MOS plate to plate (VH-07 plugin) voltage
DC380V%
(1)
Silicon Bridge traffic, whether by inserting silicon have access
to bridge
(2)
Power board four large electrolytic capacitor (470UF/450%) among
replace individual leakage
4、MOS
board auxiliary power supply such as a green light does not shine,
please contact the company or dealers
5、The
control circuit questions, please contact the company or dealers
|
|
Fans
turn, very bright light, no welding output
|
1、May
be overcurrent protection, please switch off the machine to be
very bright light, and the reset button can be restored to normal.
2、May
be overheating protection wait 5-10 minutes in the machine can
recover.
3、The
inverter circuit fault may be :
Please
unplug the power MOS mark the main transformer plugs (near Fan
VH-07) reset button :
(1)
If the light is still very bright individual boards MOS FET is
damaged, find and can be replaced with the type of market
management.
(2)
If the light is not very bright
A
Plate may be damaged transformer, Measuring be the main
electricity transformer primary transformer primary inductance and
Q values for parallel L=12.2-2.0mH Q>40
B
Is the second transformer rectifier tube individual breakdown, to
find out and replaced with the type of rectifier tube.
4
May be feedback circuit fault.
|
2、ZX7-250,
ZX7-315, ZX7-400, decent and methods to
|
Fault
|
Exclusion
|
|
No
head table shows
Non-rotating
fan
No
welding output
|
1、Air
switch closure confirmed
2、Then
the input power an electric cable.
3、The
thermal resistance (4) damage (or 24V relay contact closure is not
normally have access points).
4、Power
Panel (floor occur without DC537V output voltage) :
(1)
Bridge circuit silicon, silicon bridge suture have access.
(2)
The power of local boards scorched by fire.
(3)
Air power to the switch plate insert lines, power inverter plate
to plate (MOS board) insert the line
5、The
control board auxiliary power supply part of the
fault.(Manufacturers and distributors or links)
|
|
Head
showed normal
Fans
normal rotation
No
welding output
|
1、Various
plug-ray machines have access to it.
2、Or
have access to the output circuit connecting Department.
3、The
inverter circuit fault (extremely bright light)
Please
get rid of a board inverter power supply line (near the former
panel VH-07 Plug) power cord and transformer (near Fan VH-07
plugin) reset button :
If
the fault is very bright light on the inverters, inverter on the
fault in another.
Next,
turn off any defective power inverter gives the power supply line
(the main transformer power cord is not inserted), then the reset
button :
A
Plate may be damaged transformers, electric bridge and main
transformer primary inductance and Q-value measurements were
measured every transformer.
If
inductance or small replacement
B
Which may be individual plates rectifier tube defects, replacement
2)
If the fault is very bright light in MOS boards, boards of
individual inverter FET bad. the same types of field effect
transistor replacement
4、The
feedback circuit fault (extremely bright light), associated with
distributors or manufacturers.
|
|
Manual
arc welding big fly
|
Link
unreasonable output polarity, output of linear reversed polarity.
|
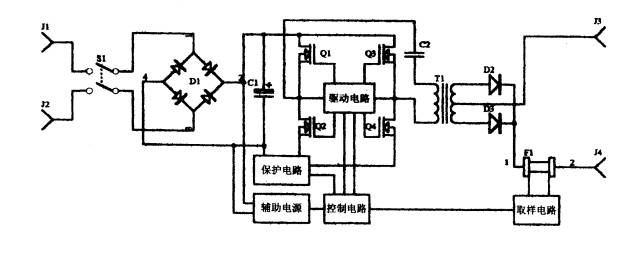
Seventh.
The circuit diagram
Eighth.
Matrix assembly
|