ЁЁ
ZXG-1000RЙшећСїЛЁКИЛњЪЙгУЫЕУїЪщ
![]()
вЛ.гУЭО
ZXG-1000RКИНгећСїЦїЃЈвдЯТМђГЦКИЛњЃЉЮЊОпгаЯТНЕЕчбЙЬиадЕФКИЛњЃЌКИЛњОпгагХСМЕФЙЄзїадФмЃЌПЩгУзїдкКИвЉВуЯТНјааздЖЏТёЛЁКИЕФКИНгЕчдДЃЌврПЩзїДжЫПCO2ЦјЬхБЃЛЄКИЕФКИНгЕчдДКЭЬМЛЁЧаИюЕФЕчдДЁЃ
КИЛњВЩгУШ§ЯрДХЗХДѓЦїЯпТЗЃЌЫќгыа§зЊЪНжБСїЛЁКИЛњЯрБШЃЌОпгаЮЌаоМђБуЁЂЙЄзїПЩППЁЂУЛгадывєЁЂаЇТЪИпЁЂЬхЛ§аЁЁЂЪЙгУЪйУќГЄЕШгХЕуЁЃ
КИЛњНггкШ§Яр380VЃЌ50HZНЛСїЕчЭјЩЯЪЙгУЁЃ
Жў.ММЪѕЪ§Он
1.ПедиЕчбЙЃЈVЃЉ.....................................90/80
2.ЙЄзїЕчбЙЃЈVЃЉ.....................................24ЁЊ44
3.ЖюЖЈКИНгЕчСїЃЈAЃЉ.................................1000
4.КИНгЕчСїЕїНкЗЖЮЇЃЈAЃЉ.............................100-1000
5.ЖюЖЈИКдиГжајТЪЃЈ%ЃЉ................................80
6.ЕчдДЕчбЙЃЈVЃЉ......................................380
7.ЯрЪ§...............................................3
8.ЦЕТЪЃЈHZЃЉ.........................................50
9.ЖюЖЈЪфШыЕчСїЃЈAЃЉ..................................152
10.ЖюЖЈЪфШыШнСПЃЈKVAЃЉ...............................100
11.жиСПЃЈKg).........................................820
12.ЭтаЮГпДчЃЈL*M*Hmm)................................1100*700*1200
Ш§.НсЙЙИХЪі
КИЛњгЩвдЯТМИВПЗжзщГЩЃК
1.Ш§ЯрНЕбЙБфбЙЦї
2.ФкЧХФкЗДРЁШ§ЯрДХЪНЗХДѓЦїЃЈвдЯТМђГЦДХЗХДѓЦїЃЉ
ЃЈ1ЃЉСљдЊМўШ§ЯрБЅКЭЕчПЙЦї
ЃЈ2ЃЉШ§ЯрЙшећСїЦїзщ
3.ЪфГіЕчПЙЦї
4.ЭЈЗчЛњзщ
5.Й§ЕчбЙБЃЛЄзАжУ
6.гыПижЦЯпТЗгаЙиЕФИїжжЕчЦјдЊМўЃЌШчАДХЅПЊЙиЃЌНЛСїНгДЅЦїЁЂБфбЙЦїЁЂЙшећСїдЊМўЁЂЕчЮЛЦїЁЂЕчзшЁЂЕчШнЦїЁЃ
7.КИЛњЭтаЮМћЭМЃК
1.Ш§ЯрБфбЙЦїЃКЯЕШ§ЯрНЕбЙБфбЙЦїЃЌГѕМЖЯпШІдкФкЃЌГѕМЖЯпШІдкЭтЃЌНгЗЈЮЊYO/ЁїЃЌЦфзїгУЪЧНЋЕчЭјЕчбЙНЋжСКИНгЫљашЕчбЙжЕЁЃ
2.ФкЧХФкЗДРЁШ§ЯрДХЗХДѓЦїЃКетВПЗжзїгУЪЧПижЦКИНгЫљашЕФЯТНЕЬиадМАЕїНкКИНгЕчСїДѓаЁЃЌвђДЫЪЧКИЛњЕФжївЊВПЗжЁЃ
ДХЗХДѓЦїгЩСљжЛБЅКЭЕчПЙЦїЃЈЗХДѓдЊМўЃЉгыСљжЛЙшећСїЦїзщГЩЃЌУПИіЗХДѓдЊМўЖМДЎСЊвЛжЛећСїЦїЃЌзщГЩФкЧХФкЗДРЁШ§ЯрДХЪНЗХДѓЦїЁЃ
ЃЈ1ЃЉБЅКЭЕчПЙЦїЃК
ЫќЪЧгЩШ§ИіЩНаЮЬњаОзщГЩЃЌУПИіЬњаОШЦгаНЛСїШЦзщЃЌУПЯрСЌНггаСНИіЗХДѓдЊМўЃЌЦфНЛСїШЦзщНгГЩЗДЯђДЎСЊЃЌЪЙЕУФкЗДРЁЕчСїЫљВњЩњЕФДХЭЈгыжБСїПижЦШЦзщЫљВњЩњЕФДХЭЈЯрЛЅЕќМгЃЌЖјСљжЛЗХДѓЦїдЊМўЕФЗДРЁЕчСїЫљВњЩњЕФДХЭЈЃЌдкжБСїПижЦШЦзщЫљВњЩњЕФИагІЕчЪЦЕФзмКЭЮЊСуЃЌжБСїПижЦШЦзщЮЊЙВгаЃЌИУЬњаОЧаМЩЧУДђКЭе№ЖЏЃЌвдУтДХадБфЛЕЃЌгАЯьКИЛњадФмЁЃ
ЃЈ2ЃЉЙшећСїЦїзщЃК
гЩаЭКХ2CZЁЊ500/300ЙшећСїдЊМўзщГЩЃЌВЂЗжБ№гыСљИіЗХДѓдЊМўДЎСЊКѓЃЌНгГЩШ§ЯрЧХЪНШЋВЈећСїЯпТЗЃЌИУЙшећСїЦїзщЯЕАДзАдкГіПкФкЃЌвдБЃжЄЙшЙмЕФРфШДаЇЙћЁЃ
ЃЈ3ЃЉЪфГіЕчПЙЦїЃК
ЦфзїгУЪЧЮЊСЫНјвЛВНМѕаЁЪфГіЕчСїЕФТіГхГЬЖШЃЌЭЌЪБИФЩЦКИЛњЕФЖЏЬиадЃЌМѕаЁН№ЪєЗЩНІЃЌВЂЪЙКИНгЕчЛЁЮШЖЈЁЃ
ЃЈ4ЃЉЭЈЗчЛњзщ
КИЛњЫљгаВПМўМАдЊМўдкЛњМмФкжЎАДзАЮЛжУЃЌЪЪКЯгкВЛЭЌРфШДвЊЧѓМААДзАвЊЧѓЁЃЭЈЗчЪБга3ЯТВПДгЧАУцАхЩЯЕФЗчДАНјШыКИЛњЃЌОЪфГіЕчПЙЦїЃЌБЅКЭЕчПЙЦїЁЂШ§ЯрБфбЙЦїЁЂРфШДЙшећСїЦїзщЃЌзюКѓгЩКИЛњБГУцАхжаВПЕФХХЗчДАХХГіЁЃ
БОКИЛњВЩгУТна§ЪНЭЈЗчЛњЃЌЭЈЗчЛњаЭКХJYЁЊ7132ЕЅЯрЕчШнЦ№ЖЏЕчЖЏЛњЃЌЙцИёЮЊ0.55ЧЇЭпЃЌ220VЃЌ2800зЊ/ЗжЁЃдкГіЗчДІзАгавЛжЛЗчбЙПЊЙиЃЌЫќгЩвЛжЛЮЂЖЏПЊЙиМАОпгаКсИЫЛњЙЙЕФвЖЦЌЫљзщГЩЁЃЕБЗчЩШЙФЗчЪБЃЌвЖЦЌЪмЗчСІЖјДЕПЊЃЌЪЙКсИЫЛњЙЙЖЏзїЁЃДгЖјоьбЙЮЂЖЏПЊЙиЃЌНгЭЈЕчТЗЁЃЗчЩШЭЃжЙЙФЗчЪБЃЌЗчбЙЯћЪЇвЖЦЌИДЮЛЃЌЕчТЗДђПЊЃЌвдДЫБЃЛЄЙшдЊМўМАЦфЫќЕчЦјдЊМўЁЃ
5.ЕзМмгыЯфПЧ
КИЛњШЋВПВПМўМАдЊМўОљзАгкНєЙЬЕФЕзМмЩЯЃЌЯТУцзАгаЫФИіЛюЖЏЙіТжЃЌЩЯУцзАгаСНжЛЕѕХЪЃЌБугквЦЖЏМАЕѕдЫЁЃ
КИЛње§УцзАгаУцАхЃЌЦфЩЯзАгаКИНгЕчСїПижЦЦїЃЌЕчдДПЊЙиЁЃЪфШыНгЯпАхЮЛгкКИЛњБГУцЕФЗРЛЄежФкЃЌЙЉНгШыШ§ЯрЫФЯпжЦЕчдДжЎгУЁЃдкЪфШыНгЯпАхЩЯЛЙзАгавЛжЛгУвдБЃЛЄЭЈЗчЕчЖЏЛњЕФШлЖЯЦїМАЙЉНгЯпЕФПижЦЯпТЗГіЯпЛљзљЃЌвдБуЙЉгыЦфЫћКИЛњХфЬзЪЙгУЪБНгЯпгУЁЃ
ЫФ.ЕчЦјЯпТЗМАзїгУдРэ
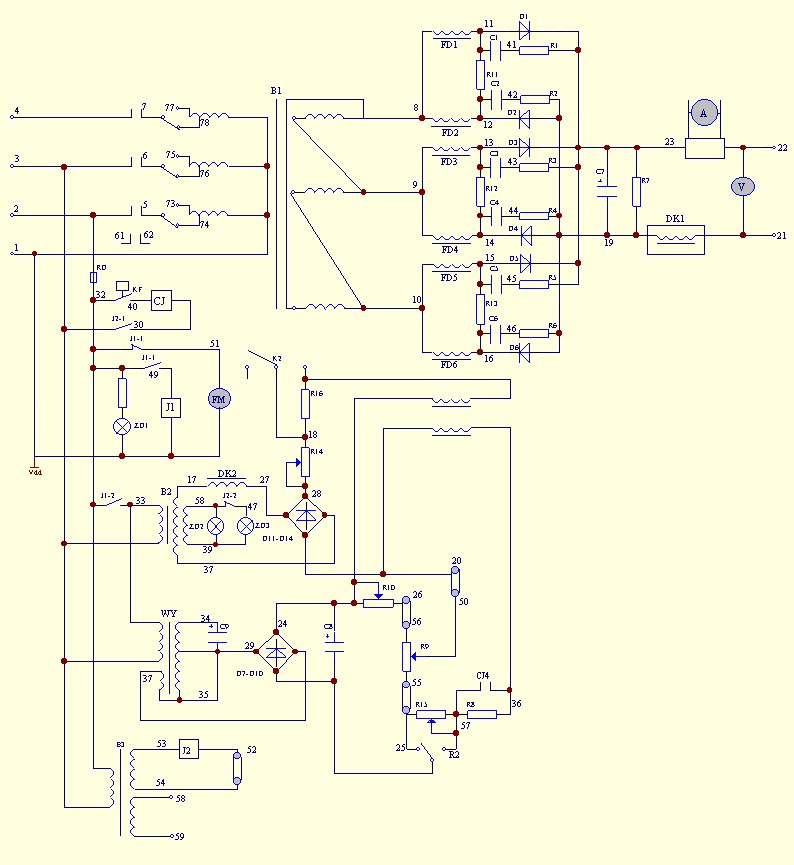
КИЛњПижЦЯЕЭГМћЕчЦјдРэЭМЃЈМћИНЭМ)ЦфЖЏзїдРэШчЯТЃК
1.КИЛњЕФЦ№ЖЏ
ЪЙгУКИЛњЪБЃЌНЋЕчдДПЊЙиK1жУгкНгЭЈЮЛжУЃЌДЫЪБЭЈЗчЕчЖЏЛњFMдЫзЊЃЌЕБЗчСПДяЕНвЛЖЈжЕЪБЃЌМШвдвЛЖЈбЙСІоьПЊKFЃЌдђЪЙНЛСїНгДЅCJЮќв§ЯпШІЭЈЕчЃЌМЬЖјЪЙжїБфбЙЦїГѕМЖЭЈЙ§CJЕФжїДЅЭЗгыЕчЭјНгЭЈЃЌгкЪЧДХЗХДѓЦїПЊЪМЙЄзїЃЌЪфГівЛЖЈЕФжБСїЕчбЙЃЌМДПЩПЊЪМКИНгЙЄзїЁЃ
2.КИЛњПедиЕчбЙЕФЕїНк
КИЛњОпгаПЩИФБфЕФСНЕЕПедиЕчбЙЃЌЖдгкТёЛЁКИНгРДНВЃЌЮЊЪЪгІЕчЛЁЕчбЙЗДРЁздЖЏЕїНкЯЕЭГЃЈБфЫйЫЭЫПЃЉКЭЕчЛЁЕчСїздЖЏЕїНкЯЕЭГЃЈЕШЫйЫЭЫПЃЉжЎашвЊЁЃвЛАуЕиВЩгУБфЫйЫЭЫПЪБЃЌКИЛњЕФПедиЕчбЙЕїЮЊНЯИпжЕЁЃВЩгУЕШЫйЫЭЫПЪБЃЌКИЛњЕФПедиЕчбЙЕїЮЊНЯЕЭжЕЁЃ
КИЛњПедиЕчбЙЕФЕїећЯЕвРППИФБфдкКИЛњБГУцЯТЗНЕФНгЯпАхЩЯЕФНгЯпЦЌЕФНгЯпЗНЗЈРДДяЕНЁЃ
3.КИНгЕчСїЕФЕїНк
КИНгЪБЮЊСЫЕїНкКИНгЕчСїЃЌЪзЯШНЋЕчСїЕїНкПЊЙиK2жУгкЁАДѓЁБЛђЁАаЁЁБЃЌШЛКѓвРППЕїНкУцАхЩЯЕФКИНгЕчСїПижЦЦїR9ЃЌгУвдИФБфДХЪНЗХДѓЦїПижЦШЦзщжаДХЪЦДѓаЁЃЌДгЖјЕїећСЫЪфГіЃЈКИНгЃЉЕчСїЕФДѓаЁЃЌТњзуКИНгашвЊЁЃ
ЮЊСЫМѕаЁЕчЭјЕчбЙВЈЖЏЖдКИНгЕчСїЕФгАЯьЃЌБЃГжКИЛњОпгаСМКУадФмЃЌДХЗХДѓЦїПижЦШЦзщЕФЕчдДВЩгУДјгаЕчЭјЕчбЙЕФЙшећСїЕчТЗЃЌДйЪЙПижЦЕчСїЫцЕчЭјЕчбЙВњЩњЯрЗДЕФБфЛЏЃЌМѕаЁЪфГіЃЈКИНгЃЉЕчСїЕФБфЛЏЁЃ
КИЛњОпгаЯТНЕЕФЭтЬиадЃЌЦфЭтЬиадЧњЯпМћЭМ3ЃК
3.Й§ЕчбЙБЃЛЄ
ЙшећСїдЊМўЫфгаКмЖргХЕуЃЌЕЋЫќФЭЙ§ЕчбЙКЭЙ§ЕчСїЕФГхЛїФмСІНЯВюЃЌГѕМЖЕФПЊЖЯЃЌЭјТЗЕчбЙЕФВЈЖЏЃЌШлЖЯЦїЭЛШЛЖЯПЊЕШЖМПЩФмдьГЩЙ§ЕчбЙЁЃдкКИНгЙ§ГЬжаЃЌКИЛњДІгкОГЃПедиЁЊЁЊИКдиЁЊЁЊЖЬТЗЯрЛЅНЛЬцЕФЙЄзїзДЬЌЃЌдкКИЛњЕФЪфГіЖЫвВЛсОГЃВњЩњКмИпЕФЫВЪБЙ§ЕчбЙЃЌЮЊДЫБиаыВЩШЁвЛЖЈЕФвжжЦАьЗЈЛђБЃЛЄДыЪЉЃЌвдЗРжЙЙшЙмЕФЩеЛЕЁЃ
БОКИЛњВЩгУЙшећСїдЊМўВрМАЪфГіЖЫВЂНгЕчзшЕчШнНјааЫВЪБЙ§ЕчбЙвжжЦБЃЛЄЃЌЗРжЙЫВБфЙ§ЕчбЙЛїДЉЙшЙмЁЃ
4ЁЂЙшећСїЦїзщРфШДБЃЛЄ
ЙшећСїдЊМўБиаыдкВЛаЁгк5m/sЗчЫйЯТЙЄзїЃЌЗчЫйНЕЕЭЁЃдђвЖЦЌИДЮЛЃЌЗчбЙПЊЙиKFвђЦфБОЩэЕФЕЏадЖјЬјПЊЃЌМДЧаЖЯНЛСїНгДЅЦїCJПижЦЛиТЗЃЌДгЖјЪЙКИЛњжїЕчТЗгыЕчЭјЖЯПЊЁЃЭЈЗчЕчЖЏЛњгЩШлЖЯЦїRDНјааЙ§диМАЖЬТЗБЃЛЄЁЃ
Юх.ЪЙгУгыЮЌао
е§ШЗЕФЮЌаоКЭНїЩїЕФБЃбјЃЌПЩвдБЃжЄКИНгЩшБИгаСМКУЙЄзїадФмКЭГЄОУЕФЪЙгУЦкЯоЁЃ
1.КИЛњЪЙгУЕФзЂвтЪТЯюЃК
ЃЈ1ЃЉдкНгЪеаТКИЛњЃЌБиаызаЯИЙлВьКИЛњгаЪВУДЕиЗНЫ№ЛЕЁЃ
ЃЈ2ЃЉдкНгЪеаТКИЛњЪБЃЌЛђГЄЦкЮДдЫаажЎКѓЃЌдђдкЪЙгУЧАЃЌБиаыНјааКИЛњЕФОјдЕЕчзшМьВщЃЌгыЕчЭјгаСЊЯЕжЎЯпТЗМАЯпШІгІВЛЕЭгк0.5езХЗЃЛгыЕчЭјЮоСЊЯЕЕФЯпШІМАЯпТЗгІВЛЕЭгк0.2езХЗЁЃ
ШчЙћОјдЕЕчзшЕЭгкЩЯЪіжЕЃЌКИЛњБиаыИјгшИЩдяДІРэЁЃР§ШчЃКжУгкИЩдяДІЃЌППНќЙјТЏЛђЕчТЏЕШЁЃ
зЂЃКдкНјааОјдЕЕчзшМьВщЪБЃЌКИЛњжаЙшећСїдЊМўгІгУЕМЯпЖЬНгЃЈПЩгУЕМЯпНЋЪфГіЖЫЖЬНгЃЉЁЃ
2.КИЛњдЪаэдкЯТСаЙЄзїЬѕМўЯТЙЄзїЃК
ЃЈ1ЃЉКЃАЮИпЖШВЛГЌЙ§1000УзЁЃ
ЃЈ2ЃЉжмЮЇНщжЪЮТЖШВЛГЌЙ§+40ЁцЁЃ
ЃЈ3ЃЉПеЦјЯрЖдЪЊЖШВЛГЌЙ§85%ЁЃ
3.БОКИЛњЪЧЗРЕЮНсЙЙЃЌКИЛњАДзАЕиЗНгІИУЪЪЕБЕФБмУтОГЃадГБЪЊЛђЙ§ЖрЕФЛвГОЃЌвдУтЫ№ЛЕОјдЕЃЌгАЯьКИЛњЪйУќЁЃ
4.КИЛњЕФАДзАгІЪЙКИЛњБГУцОпгазуЙЛЕФПеМфЃЌвдЙЉКИЛњЭЈЗчЃЌДЫПеМфгІВЛаЁгк0.5УзГЄЁЃ
5.КИЛњдкАДзАКЭзАдЫжаЃЌЧаМЩе№ЖЏЃЌвдУтгАЯьЙЄзїадФмЁЃ
6.КИЛњЕчдДЮЊШ§ЯрЫФЯпжЦЃЌЕчбЙ380ЗќЃЌ50КезШЃЌЕчдДНгЯпЮЛгкБГУцЗРЛЄежФкЃЌЕчдДНјЯпгІРЮЙЬЕФНгдкЁАЪфШы380ЗќЁБШ§ИіНгЭЗЩЯМАвЛжЛНгжаЯпЕФНгЭЗЩЯЃЌНјЯпЕМЯпНиУцЮЊ25mm2ЁЃ
7.КИЛњЭтПЧБиаыПЩППНгЕиЃЌЖјЧвгІгУЕЅЖРЕФЕМЯпгыНгЕиИЩЯпСЌНгЦ№РДЃЌМИИіКИЛњЯђвЛИіНгЕизАжУСЌНгЪБЃЌвЊВЩгУВЂСЊЃЌбЯНћДЎСЊНгЗЈЁЃКИНгЙЄзїЮДЭъБЯЪБЃЌВЛЕУЫцвтВ№ШЅНгЕиЯпЁЃ
8.КИЛњБГУцЕФЗРЛЄежФкзАгавЛжЛПЩгыЦфЫћКИЛњХфЬзЪЙгУЕФНгЯпЛљзљЃЌЕБВ№ПЊ3ЃЃКЭ30ЃЃЕФСЌНгЯпЃЌЖјгыЦфЫћКИЛњПижЦЯпТЗСЌНгЪБЃЌПЩЭъГЩКИЛњвЃПиНгЭЈКЭЧаЖЯЕчдДЁЃ
9.дкЪЙгУБОКИЛњЪБЃЌБиаызЂвтЃК
ЃЈ1ЃЉдкЙЄзїЪБЃЌКИЛњБиаыАДееЯргІЕФИКдиГжајТЪЪЙгУЁЃ
ЃЈ2ЃЉБОКИЛњЫфЯЕЯТНЕЬиадРраЭЕФКИЛњЃЌЕЋДѓЕчСїЙЄзїЪБЃЌЦфЖЬТЗЕчСїжЕШдНЯДѓШєГЄЪБМфЖЬТЗврЛсНЋЙшећСїдЊМўЩеЛЕЃЌЫљвдЪЙгУЪБгІОЁПЩФмБмУтДѓЕчСїЙЄзїЪБГіЯжЖЬТЗЯжЯѓЁЃ
ЃЈ3ЃЉКИЛњНћжЙдкВЛЭЈЗчЧщПіЯТНјааКИНгЙЄзїЁЃ
ЃЈ4ЃЉгІОГЃБЃГжКИЛњЧхНрЃЌетбљЛсбгГЄКИЛњЕФЪЙгУЪйУќЁЃ
дкгУЛЇзёЪиБЃЙмЪЙгУЙцЖЈЕФЬѕМўЯТЃЌДгАДзАЪЙгУШеЦк12ИідТФкЃЌЕЋВЛГЌЙ§жЦдьГЇЗЂЛѕШеЦкЦ№18ИідТФкЃЌВњЦЗвђжЦдьжЪСПВЛСМЃЌДгЖјЗЂЩњЫ№ЛЕЛђВЛФме§ГЃЙЄзїЪБЃЌжЦдьГЇУтЗбЮЊгУЛЇИќЛЛЛђаоРэЁЃ
ЃЈЖўЃЉЙЪеЯаоРэ
|
ЙЪеЯ |
двђКЭЯжЯѓ |
ДІРэЗНЗЈ |
|
1.ЯфПЧТЉЕч |
ЃЈ1ЃЉЕчдДЯпНгЯпВЛЩїХіЯфПЧ ЃЈ2ЃЉБфбЙЦїЁЂДХЗХДѓЦїБЅКЭЕчПЙЦїЁЂЕчдДПЊЙивдМАЦфЫћЕчЦїдЊМўЛђНгЯпХіЯфПЧЁЃ ЃЈ3ЃЉЮДНгЕиЯпЛђНгДЅВЛСМЁЃ |
ЃЈ1ЃЉЯћГ§ХіДІЁЃ ЃЈ2ЃЉМьВщВЂЧхГ§ХіЯфПЧДІЁЃ ЃЈ3ЃЉНгЭзНгЕиЯп |
|
2.ПедиЕчбЙЬЋЕЭ |
ЃЈ1ЃЉЕчдДЕчбЙЙ§ЕЭЁЃ ЃЈ2ЃЉБфбЙЦїГѕМЖШІдбМфЖЬТЗЁЃ ЃЈ3ЃЉДХСІЦ№ЖЏЦїНгДЅВЛСМЁЃ |
ЃЈ1ЃЉЕїећЕчбЙЖюЖЈжЕЁЃ ЃЈ2ЃЉЯћГ§ЖЬТЗДІЁЃ ЃЈ3ЃЉЪЙНгДЅСМКУЁЃ |
|
3.КИНгЕчСїЕїНкЪЇСщЛђЕїНкЙ§ГЬжаЕчСїЭЛШЛНЕЕЭ |
ЃЈ1ЃЉДХЗХДѓЦїПижЦШЦзщKFдбМфЖЬТЗЛђЩеЖЯЁЃ ЃЈ2ЃЉКИНгЕчСїПижЦЦїНгДЅВЛСМЁЃ ЃЈ3ЃЉЮШбЙБфбЙЦїШЦзщЖЬТЗЛђЖЯПЊЁЃ ЃЈ4ЃЉЕчИаDK2Ы№ЛЕЁЃ ЃЈ5ЃЉЕчШнЦїC9Ы№ЛЕЁЃ ЃЈ6ЃЉЙшећСїдЊМўжагаЛїДЉЯжЯѓЁЃ |
ЃЈ1ЃЉЯћГ§ЙЪеЯДІЁЃ ЃЈ2ЃЉЪЙНгДЅСМКУЁЃ ЃЈ3ЃЉаоИДжЎЁЃ ЃЈ4ЃЉИќЛЛЛђаоРэЁЃ ЃЈ5ЃЉИќЛЛЁЃ ЃЈ6ЃЉЕїЛЛЛїДЉжЎЙшећСїдЊМўЁЃ |
|
4.КИНгЕчСїЗЖЮЇЕїВЛЕН |
ЃЈ1ЃЉПижЦЕчСїжЕЮДДяЕНвЊЧѓЁЃ ЃЈ2ЃЉПижЦШЦзщFKМЋадНгЗДЁЃ ЃЈ3ЃЉДХЗХДѓЦїЬњаОЃЈБЅКЭКЭЕчПЙЦїЃЉЪме№адФмБфЛЕЁЃ ЃЈ4ЃЉдвђгы2ЁЂ3ЭЌ |
ЃЈ1ЃЉМьВщЯпТЗгаЗёНгДЅВЛСМЁЃ ЃЈ2ЃЉИќЛЛМЋадЁЃ ЃЈ3ЃЉЕїЛЛЬњаОЁЃ ЃЈ4ЃЉгы2ЁЂ3ЯрЭЌЁЃ |
|
5.КИНгЪБКИНгЕчСїВЛЮШЖЈЃЌгаНЯДѓВЈЖЏЯжЯѓ |
ЃЈ1ЃЉЮШбЙЯпТЗНгДЅВЛСМЁЃ ЃЈ2ЃЉНЛСїНгДЅЦїЖЖЖЏЁЃ ЃЈ3ЃЉЗчбЙПЊЙиЖЖЖЏЁЃ ЃЈ4ЃЉПижЦШЦзщНгДЅВЛСМЁЃ ЃЈ5ЃЉЯпТЗжаНгДЅВЛСМЁЃ |
ЃЈ1ЃЉМьВщЮШбЙЯпТЗЃЌаоИДжЎЁЃ ЃЈ2ЃЉЯћГ§ЖЖЖЏЁЃ ЃЈ3ЃЉЯћГ§ЖЖЖЏЁЃ ЃЈ4ЃЉЪЙНгДЅСМКУЁЃ ЃЈ5ЃЉЪЙНгДЅСМКУЁЃ ЁЁ |
|
6.ЭЈЗчЕчЖЏЛњВЛзЊ |
ЃЈ1ЃЉБЃЯеЫПШлЖЯЁЃ ЃЈ2ЃЉЕчЖЏЛњШЦзщЖЯЯпЁЃ ЃЈ3ЃЉАДХЅПЊЙиДЅЭЗНгДЅВЛСМЁЃ ЃЈ4ЃЉЕчЖЏЛњРыаФПЊЙиНгДЅВЛСМЛђЫ№ЛЕЁЃ |
ЃЈ1ЃЉИќЛЛБЃЯеЫПЁЃ ЃЈ2ЃЉаоИДЕчЖЏЛњЁЃ ЃЈ3ЃЉИќЛЛЛђаоИДАДХЅПЊЙиЁЃ ЃЈ4ЃЉЪЙНгДЅСМКУЛђИќЛЛЁЃ |
|
7ЁЃЙЄзїЪБКИНгЕчбЙЭЛШЛНЕЕЭ |
ЃЈ1ЃЉжїЯпТЗВПЗжЛђШЋВПЖЬТЗЁЃ ЃЈ2ЃЉжїБфбЙЦїЛђДХЗХДѓЦїЖЬТЗЁЃ ЃЈ3ЃЉЙшећСїЦїЛїДЉЖЬТЗЁЃ |
ЃЈ1ЃЉаоИДЯпТЗ ЃЈ2ЃЉаоИДЙЪеЯДІ ЃЈ3ЃЉМьВщБЃЛЄЕчзшЃЌЕчШнНгДЅЪЧЗёСМКУЁЃИќЛЛЭЌаЭКХЭЌЙцИёећСїЦїЁЃ |
ЃЈШ§ЃЉКИЛњДцЗХ
ДцЗХКИЛњБиаыМсГжЯТСаддђЃК
1.ДцЗХДІгІБЃГжвЛЖЈЕФИЩдяЃЌВЛЕУгагъЫЎЧжШыЕФЛњЛсЃЌжмЮЇНщжЪЮТЖШ-20ЁцЁЊ+40ЁцЃЌЯрЖдЪЊЖШВЛДѓгк85%ЁЃ
2.ЭЈЗчСМКУЃЌЮогаКІЙЄвЕЦјЬхЃЌЮоИЏЪДЦјЬхКЭНщжЪЁЃ
3.ЮДЭПЦсМАВЛДјЕчВПЗжЃЌгІЭПвдБЃЛЄгЭжЌЁЃ
4.ЧаЮ№ОчСве№ЖЏЁЃ
ЃЈЫФЃЉАВШЋБЃЛЄ
ЕчКИЙЄзїепаыЪмЙ§ЕчЛЁКИНгЕФзЈУХбЕСЗЃЌЪьЯЄЕчКИЛњЩшБИМААВШЋВйзїММЪѕЁЃдкЪЙгУЪБгІзЂвтвдЯТМИЕуЃК
1.КИЛњЕФЕчдДЮДЧаЖЯвдЧАЃЌЧаВЛПЩДЅМАКИЛњЕФЕМЕчВПЗжЁЃ
2.КИЛњЕФЭтПЧдкПЊЪМКИНгЙЄзїЧАБиаыНгЕиЃЌЙЄзїЮДЭъБЯВЛФмЫцвтВ№ШЅНгЕиЯпЁЃШєЯЕЙЬЖЈЕФГЄЦкадНгЕиЯпЃЌдђгІОГЃМьВщНгЕиЕФПЩППадЁЃ
3.ЙЄзїЭъБЯКѓЛђСйЪБРыПЊГЁЫљЪБЃЌБиаыЧаЖЯЕчдДЁЃ
4.ЙЄзїГЁЕиИННќЃЌВЛПЩЗХжУЛ№гЭЁЂЦћгЭМАЦфЫќвзШМвзБЌЕФЮяЦЗЁЃ
5.дкНјааЪжЙЄКИЛђЦјЬхБЃЛЄКИЪБЃЌгЩгкЕчЛЁЙтЧПСвЃЌЗЩНІЕШЃЌвђДЫКИЙЄвЊНјааЙцЖЈЕФРЭЖЏБЃЛЄЁЃЭЌЪБдкЙЄзїЕиЕужмЮЇМгЗРЙтЦСЃЌБмУтЦфЫћШЫдБЪмЕНЗЩНІН№ЪєМАЛЁЙтЗјЩфЕФЫ№ЩЫЁЃ
Юх.ВњЦЗГЩЬз
1.ВњЦЗГЩЬз
КИНгећСїЦї 1ЬЈ
2.ЫцЭЌВњЦЗЙЉгІЮФМўЃК
ЃЈ1ЃЉзАЯфЕЅ 1Зн
ЃЈ2ЃЉВњЦЗКЯИёжЄ 1Зн
ЃЈ3ЃЉЪЙгУЫЕУїЪщ 1Зн
ЪЙгУЫЕУїЪщИНЭМЃК
ЕчЦјдРэЭМ 1еХ
АВзАТЗЯпЭМ 1еХ
СљЁЂИНЭМЃКЕчЦјдРэЭМ