WSE交直流氩弧焊机使用说明书
![]()
一.主要用途及适用范围
WSE交直流氩弧焊机系采用钨电极,以氩气作保护介质,使用直流或交流电进行焊接的电弧焊机。焊机可以焊接碳钢、不锈钢、合金钢、紫铜、铝及其它化学性质较活泼的耐高温的金属材料,也可以使用酸性或碱性焊条进行手工电焊。焊机使用单相380V,50Hz交流电源。
二、主要规格及技术参数
主要规格及技术参数见表1。
主要规格及技术参数 表1
|
项目 |
单位 |
机型与参数 |
|||
|
WSE-200 |
WSE-315 |
WSE-400 |
WSE-500 |
||
|
额定输入电压 |
V |
380 |
380 |
380 |
380 |
|
额定输入电流 |
A |
38 |
65 |
83 |
110.5 |
|
输出空载电压 |
V |
78 |
78 |
80 |
80 |
|
焊接电流调节范围 |
A |
AC:30-200 |
AC:40-320 |
AC:40-400 |
AC:1档33A-200A 2档152A-580A |
|
DC:20-180 |
DC:30-300 |
DC:38-300 |
DC:1档33A-185A 2档135A-500A |
||
|
收弧电流范围 |
A |
无 |
30-50 |
30-50 |
30-50 |
|
收弧时间 |
S |
无 |
10 |
10 |
10 |
|
气体延时时间 |
S |
10 |
20 |
20 |
20 |
|
负载持续率 |
% |
60 |
60 |
60 |
60 |
|
焊枪冷却方式 |
无水冷 |
有水冷 |
有水冷 |
有水冷 |
|
|
外形尺寸(长×宽×高) |
mm |
700×460×750 |
900×480×750 |
900×480×800 |
930×490×900 |
三、工作原理及结构概述
焊机采用动铁芯式变压器、全波整流桥和大滤波电感,具有陡降输出特性,大的滤波电感使焊机直流输出时,电流稳定,交流输出时,电流过零速度快。
焊机主要由主变压器、控制变压器、单相桥式整流器、滤波电感、隔直电容、高频振荡器、互感器、控制线路板及电磁阀、焊枪和各种开关构成。
该机面板上装有电流数字指示装置,能清晰地指示焊接电流值。焊机具有外壳造型美观、坚固、耐用,方便拆装、移位和吊运等特点。
该焊机具有电弧稳定和收弧,即弧坑填充功能,可明显改善焊接质量。
四、使用和操作
4.1焊机只允许在环境温度5-40℃下使用,相对湿度小于90%,不允许在有害气体、易燃易爆地附近以及沙漠、蒸气盐雾、霉菌等场合下工作,同时也不得有导电性灰尘。
4.2焊机外壳必须良好接地,接地线截面积应大于输入导线截面积。
4.3焊机的电源由电力网供给,电源与焊机之间应装控制开关,保险丝应符合本机要求,焊机输出线必须绝缘良好,并注意电源电压是否与本机相符。
4.4当焊机距焊接工地较远时采用较长的焊接电缆,必须增加焊接电缆的截面积,使焊接电缆的电压降不大于4伏,否则电弧不能稳定燃烧,影响焊接质量。
4.5操作者必须受过电焊专业培训,熟悉本机设备以及安全操作技术要求,必须穿戴安全防护用品,不可目视弧光,防止电渣飞溅,以免造成不良后果。
4.6工作完毕或临时离开工作场地,必须切断电源。
4.7安装与连接
安装与连接见图

315焊机:1.出水 2.出气 3.控制线接口
200焊机:1、2控制线接口 3.出气接口
注:1、设计如有更改,按焊机面板印刷符号为准。
2、当焊接用于手工弧焊时,不必接气和水冷。

4.8操作程序
4.8.1使用钨极氩弧焊(TIG)
A.按本说明书4.7的要求,连接好所有的线路和气路。
B.将面板上的旋钮和开关调到适当的位置,交直流转换开关一定要拨到位。
C.根据所需的电流,使用调节摇把调节指示到适当位置。
D.将电源开关拨到“开”的位置上,此时电源灯亮,风扇转动。风扇不转,请停机检查修复,切勿使用。
E.将检气开关拨到检气位置,根据流量计指示调整氩气流量,调整后将开关拨到工作位置。
F.开始工作。
4.8.2使用手工电弧焊
A.按本说明书接线要求,将氩弧焊枪取下,接好焊钳。
B.将面板上各开关调到所需位置。
C.调节摇把,旋到所需电流指示的位置。
D.将电源开关拨上,指示灯亮,风扇转动,有空载电压输出。风扇不转,切勿使用。
E.开始焊接。
五、维修与保养
5.1电焊机在进行维修或保养时,要切断供电电源。
5.2定期进行焊机内部清洁工作,拆下外壳,用干燥气流清洁内部元件、部件。
5.3焊机出厂时,已将火花放电器调到最佳状态,使用时如发现高频火花减弱,不易起弧,可适当调整火花放电器的间隙,达到引弧的最佳状态,检查主回路及高频振荡回路的各连接处,防止虚焊、脱焊现象。
5.4焊接电缆一定要定期检查绝缘是否良好,如有损坏,应予修复或更换。
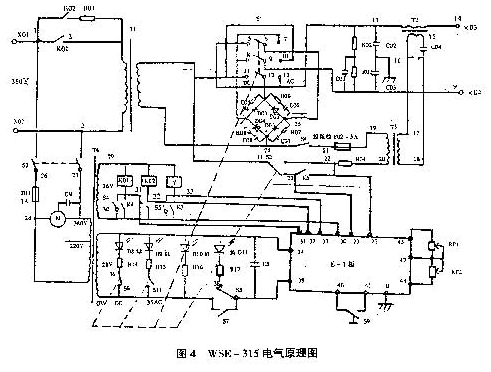
六、一般故障排除
一般故障排除见下表。维修前要切断电源,由能胜任修理的工作人员进行。
检查故障时,参考焊机电气原理图
|
故障现象 |
原因 |
处理方法 |
|
电源短路 |
1.开关损坏。 2.风扇短路或损坏。 3.控制变压器短路或损坏。 4.控制线短路或损坏。 5.接触器、继电器、电磁阀短路。 |
1.更换 2.更换 3.更换 4.修复 5.更换 |
|
无程序动作 |
1.控制保险损坏。 2.控制板损坏。 3.控制线路不通。 4.水压开关损坏。 5.水路不通。 |
1.更换 2.更换 3.检修 4.更换 5.检修 |
|
无高频火花 |
1.高频保险损坏。 2.高频线路不通。 3.灰尘太多。 4.控制板损坏。 5.高频变压器损坏。 6.高频电容损坏。 |
1.更换 2.更换 3.清洁 4.更换 5.更换 6.更换 |
|
不能正常送气 |
1.气阀损坏。 2.控制线路不通。 3.控制板损坏。 |
1.更换 2.检修 3.更换 |