WS-125A/200A/250A可控硅直流氩弧焊机
![]()
一、产品主要用途及适用范围
本系列焊机为可控硅直流氩弧焊机主要有WS-125A、160A、180A、200A、250A五种机型,其中WS-160A、180A、200A分为单用和双用两种机型,WS-250A为双用机型。本系列焊机使用SCR(可控硅)为功率器件,采用IC控制。与国内同类焊机相比,本系列焊机高频引弧可靠,最小稳定施焊电流为5A(一般可控硅氩弧焊机最小稳定施焊电流为15A),从而使焊机可以焊更薄的工件。本系列焊机使用的变压器是采用日本进口硅钢片制成的C形铁芯,从而使得变压器的效率提高,重量下降1/3.与同规格的磁饱和焊机相比,焊机总重量减轻一半、效率提高一倍、而且控制精确、动特性好、焊接性能优越、焊缝成型美观;与逆变焊机相比,控制简单、实用、质量可靠。
本系列焊机可焊接碳钢、不锈钢、钛及钛合金、铜及铜合金等材料的薄板及中厚板;主要用于不锈钢制品业,也可用于管道、石油化工、压力容器等的打底焊。具体的适用范围如下:不锈钢薄板制品,厨房设备,装修工程,模具制造及修理,化工容器、管道,硒钢片焊接,有色金属及其合金,金属家具及办公用品,不锈钢焊管生产线,制罐及手工制品,各类自动焊接专机。
产品外观:


二、产品的适用工作条件和工作环境
本焊机允许在下列条件下使用
* 海拔高度不超过1000米。
* 在额定电流状态下进行,负载持续率不超过技术参数表所列数据。
* 焊接环境中无酸碱等腐蚀性气体或其他有害气体及易燃易爆气体。
* 焊接时周围空气温度范围应在-10°C-40°C(空冷);5°C-40°C(水冷)。运输与贮 存过程中周围空气温度范围应在-25°C~55°C.
* 冷却水进口温度不大于30°C,其进水压力应小于0.2Mpa;水质应是人畜饮用水,水内不能含有固体沉淀物(如泥、沙等)。
* 供电电压波动范围应在220±10%,不平衡度≤5%,电网频率波动不得大于±1%
三、规格及技术参数
1、焊机参数
|
型号 |
WS-125A |
WS-150A |
WS-160A |
WS-180A |
WS-200A |
WS-250A两用 |
WS-315A |
|
|
WS-160A两用 |
WS-180A两用 |
WS-200 两用 |
||||||
|
输入电压(V) |
单相220 |
单相220 |
单相220 |
单相220 |
单相220 |
单相 220/380 |
单相380 |
|
|
单相 220/380 |
单相 220/380 |
单相 220/380 |
||||||
|
输入电源频率(Hz) |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
|
|
输入容量(KVA) |
3.0 |
3.0 |
4.0 |
4.8 |
5.0 |
12 |
15 |
|
|
负载持续率(%) |
25 |
25 |
35 |
35 |
35 |
50 |
50 |
|
|
焊接电流范围(A) |
氩弧焊 |
5-125 |
5-150 |
5-160 |
5-180 |
5-200 |
5-250 |
10-315 |
|
手工焊 |
5-90 |
5-90 |
5-100 |
5-125 |
5-130 |
5-200 |
10-250 |
|
|
空载电压(V) |
90 |
90 |
90 |
90 |
90 |
95 |
95 |
|
|
提前送气时间(S) |
0.2 |
0.2 |
0.2 |
0.2 |
0.2 |
0.2 |
||
|
0.2 |
||||||||
|
滞后送气时间(S) |
1-3 |
1-3 |
1-3 |
1-3 |
1-3 |
1-10 |
1-10 |
|
|
重量(Kg) |
23 |
23 |
30 |
40 |
40 |
80 |
||
|
35 |
42 |
43 |
110 |
|||||
|
外形尺寸(cm) (L×W×H) |
45×25×28 |
49×28×32 |
49×27×33 |
49×27×35 |
49×27×35 |
52×32×51 |
55×36×61 |
|
2、工艺参数
1)钨极的选择取决于焊件的厚度、焊接电流的大小和电源的极性,焊薄板时应选用小电流、小直径的钨极,并将钨极的端部磨成尖锥角(约12-20°),便于引弧和焊接。
2)氩弧焊时选氩气为保护气体,流量应在2.5-10L/min的范围内。
3)手工焊时填充焊丝与工件的夹角应尽可能的小,一般为10°左右。
3、焊接范围
|
板厚(mm) |
钨极直径(mm) |
钨极锥角 |
钨极平顶直径(mm) |
焊接电流(A) |
最大气流量(L/min) |
焊接层次 |
|
0.2 |
1.0-1.6 |
10° |
0.1 |
10-15 |
2 |
1 |
|
0.4 |
1.0-1.6 |
12° |
0.12 |
15-20 |
2.5 |
1 |
|
0.6 |
1.0-1.6 |
20° |
0.25 |
15-30 |
2.5 |
1 |
|
1.0 |
1.0-1.6 |
25° |
0.50 |
25-70 |
3 |
1 |
|
1.6 |
1.0-1.6 |
30° |
0.75 |
50-70 |
4 |
1 |
|
2.4 |
1.6-2.4 |
35° |
0.75 |
65-95 |
6 |
1 |
|
3.0 |
1.6-2.4 |
45° |
1.10 |
90-120 |
7 |
1-2 |
四、产品主要部件
1、电气连接示意图 (省略)
五、系统说明
(一)操作
1、按照电气连接示意图将焊机接好(使用手工焊时不接气路)。
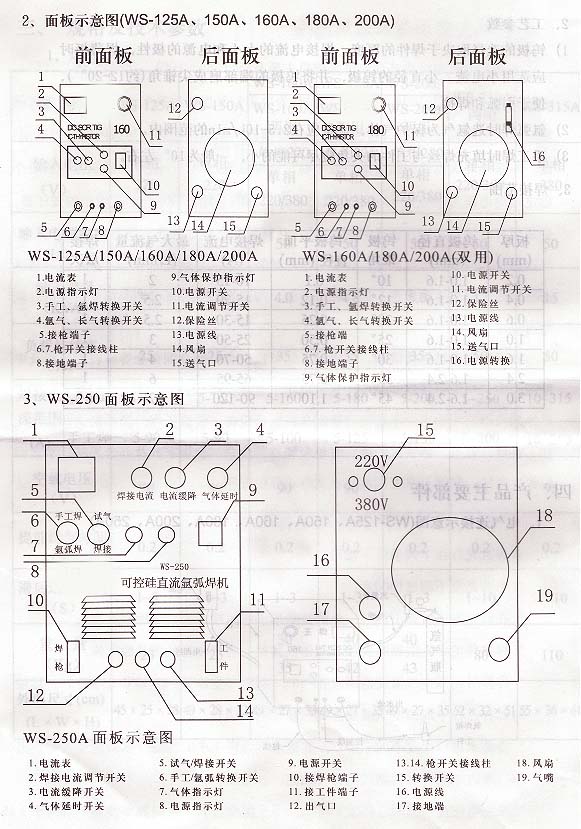
2、使用药皮焊条时,将钮子开关3打到“手工焊”,焊把接8,工件接5,打开焊机的电源开关,将11调到施焊电流后,即可进行焊接操作。
3、使用氩弧焊时,将钮子开关3打到“氩弧焊”。
a)检查各处连接是否正确、可靠;钨极是否安好夹紧。
b)打开气瓶阀门和减压阀,打开焊机电源开关,调节气流量。
c)将旋钮11调节到施焊电流,若进行氩弧点焊,将钮子开关4打到“电焊”,否则,将钮子开关4打倒“长焊”进行缝焊操作。
d)将钨极调至距工件约3-5mm后按下枪开关,电弧引燃后进行焊接。
e)焊接完成时,松开枪开关即熄弧。为防止焊缝氧化,焊枪在焊缝上方保持2秒左右(此时有气体保护)。
(二)、常见故障
|
故障原因 |
原因 |
解决方法 |
|
无高频 |
1、5A保险丝坏 2、火花器间隙太大或短路 3、焊接电缆未接好 4、钮子开关3打到“手工焊” |
1、更换保险丝 2、调整火花器 3、将焊接电缆接好 4、打到“氩弧焊” |
|
有高频,不起弧 |
1、焊接地线接触不良或没接 2、焊枪与主机接触不良 3、钨极与工件距离太远 4、电网电压低于170V(交流) 5、钨极端面不干净 6、工件表面有污染 7、10A保险丝坏 |
1、重新接好 2、重新接好 3、压低焊枪或伸长钨极 4、使用调压器 5、打磨钨极 6、清除污染 7、更换保险丝 |
|
引弧困难,电弧不稳定 |
1、选择钨极直径太大 2、保护气体流量太大 3、保护气体不纯 4、焊接电缆接触不良 5、焊接枪的端子与机壳绝缘不良 6、钨极没夹紧 7、钨极烧损 |
1、更换小直径钨极 2、减少气体流量 3、更换氩气 4、重新连接 5、更换端子绝缘板 6、夹紧钨极 7、修磨钨极 |
|
保护气体流量小 |
1、气管中间弯曲 2、焊枪口堵塞 3、电磁气阀不工作 4、气管接头漏气 |
1、理顺气管 2、清除焊枪口的杂物 3、更换气阀或主板 4、紧固气管接头 |
|
焊接电流不可调 |
1、电流调节电位器坏 2、反馈线断 |
1、更换面板上11的电位器 2、接好断线 |
六、操作注意事项及保养
(一)、使用本机前请务必妥善接地,切勿堵塞进风口。
(二)、焊接操作停机半小时以上请关闭气瓶的总阀。
(三)、大电流、长时间焊接后,关机前应通风3-5分钟,确保机内冷却。
(四)、严禁在焊接过程中开关电源开关
(五)、常年使用,请每三个月至半年用压缩空气进行一次机内灰尘清除。
(六)、电压下降低于20%时,请停止使用,以免损坏设备及影响焊接效果。
(七)、若红灯闪烁表示电源过流,机内过热,会自动保护,暂停焊接。
(八)、氩气瓶的压力不能用尽,最好在瓶内压力为5-10kg/cm时停止使用,以免妨碍正常充气。
七、操作注意事项
(一)、对焊工焊接环境的安全要求
1、焊接工位需要加遮弧板,防止他人被电弧灼伤。
2、强弧光对身体有害,操作者操作时请务必注意准备好防护面罩、手套、衣服等防护用品。
3、不得在易燃、易爆品或可燃性气体的附近施焊。
4、气瓶安放要平稳、牢靠,避免气瓶倾倒砸伤。
5、手指、头发、衣服不得靠近风扇的旋转部位。
(二)、对焊机本身的安全要求
1、工作时,焊接外壳必须接地。
2、系列机型中两用160A/180A/200A/250A机型有220V/380V转换开关,应根据适用场合定档位,当电源为220V时转换开关应打至220档,当电源为380V时转换开关应打至380V,不可搞错。
3、焊接不得置于有害工业气体或可燃气体存在的环境之中,不得让机体受潮、受淋、或曝晒,最好置于通风、干燥、少尘的地方。
4、焊机应注意经常保养,经常清除机内特别是高频火花间隙内的积尘。
5、焊矩要接焊枪输出端“焊枪”,工件接“工件”,不能接错。
6、焊接是保护气体气流量也要大,保护的时间要长,焊钛要大于不锈钢。具体需要长时间焊接经验积累,刚学焊接或焊接不熟时,可参阅附表Ⅰ。
7、焊接环境中无酸碱等腐蚀性气体或其他有害气体及易燃易爆气体。
附表Ⅰ 不锈钢(SUS304)金属焊接条件 直流对接焊
|
板厚 (MM) |
钨极直径 (MM) |
焊接直径 (MM) |
焊接电流表 (A) |
气体流量(L/min) |
焊接层次 |
焊口形状 |
|
0.4 |
1.0-1.6 |
0-1.0 |
10-20 |
1-2.5 |
1 |
(1),(2),(5) |
|
0.6 |
1.0-1.6 |
0-1.0 |
15-30 |
1-2.5 |
1 |
(1),(2),(5) |
|
1.0 |
1.0-1.6 |
0-1.0 |
25-50 |
1-3 |
1 |
(1),(2),(5) |
|
1.5 |
1.0-1.6 |
0.6-1.6 |
50-70 |
1.5-4 |
1 |
(2),(5) |
|
2.5 |
1.6-2.4 |
1.6-2.4 |
65-95 |
1.5-4 |
1 |
(2),(5) |
|
3.0 |
1.6-2.4 |
1.6-2.4 |
90-120 |
3-4 |
1-2 |
(2),(3),(5) |
|
4.0 |
2.4 |
1.6-2.4 |
110-150 |
3-4.5 |
2-3 |
(3),(4),(5) |
|
5.0 |
2.4-3.2 |
2.4-3.2 |
120-180 |
4.5-5 |
2-3 |
(3),(4),(5) |
|
6.0 |
2.4-3.2 |
2.4-3.2 |
150-200 |
4.5-5 |
3-4 |
(3),(4),(5) |
|
8.0 |
3.2-4.0 |
3.2-4.0 |
160-220 |
12-18 |
4-6 |
(1),(5) |
|
12.0 |
3.2-4.0 |
3.2-4.0 |
180-240 |
12-18 |
6-8 |
(1),(5) |
附图Ⅰ 焊口形状
八、装箱单
焊机主机 一台
氩焊枪 一把
焊机地线 一条
200A地线钳 一个
说明书(含合格证,保修单) 一份
产品出厂一年内,凡产品本身的质量问题而引起的损坏或不正常工作一律免费维修。