![]()
闪光对焊机原理简介
闪光对焊机焊接过程的本质就是通过适当的物理-化学过程,使两个分离表面的金属连为一体,达到焊接目的。焊接装配面为对接接头,接通电源并使其断面逐渐移近达到局部接触,利用电阻加热这些接触点(产生闪光)使其断面金属融化,直到端面部位在一定深度范围内达到预定温度时,迅速施加顶锻力完成焊接的方法,包括连续闪光对焊与预热闪光对焊。
一、对焊过程分析
连续闪光对焊焊接循环由闪光、顶锻、保持、休止等程序组成。闪光、顶锻二个连续阶段组成连续闪光对焊接头形成过程。而保持、休止等程序则是对焊操作过程中所必须的。预热闪光对焊则对其焊接循环中(闪光之前)设有预热阶段。
闪光的形成实质:接通电源并使两焊件端面轻微接触。对口间将形成许多具有很小电阻的小触点,在很大电流密度的加热下,瞬间融化而形成连接对口两端的液体过梁。同时在液体表面张力径向电磁压缩效应力,电磁斥力,电磁引力作用下,再加上强烈的加热。过梁内部其他的表面之间形成巨大的压力差。例如:再低碳钢闪光对焊中,资料表明,过梁中的电流密度在爆破瞬间可高达3000A/mm2,爆破瞬间金属蒸气压力可达数百大气压,而它的温度高达6000―8000℃,液态金属微滴以超过60m/s的温度从对口间隙抛射出来,形成火花急流―闪光。
闪光对焊时,为了获得优质接头,闪光阶段结束时必须满足以下三个要求:
1. 对口金属尽量不被氧化。折旧要求闪光进行的稳定而又激烈,尤其要控制好闪光过程中焊件不应该短路,否则,将使端面局部过热。
2.在对口及其附近区域获得合适的温度分布。其标志沿对口端面加热均匀,
沿焊件长度获得合适的温度分布,端面上有一层厚的液态金属层。
3.顶锻是闪光对焊后期阶段,是对焊件施加顶锻力,使烧化端面紧紧接触,并使其实现优质结合所必须的操作。闪光对焊时,为了获得优质接头,顶锻结束时必须满足下面基本要求:即对口及临近区域获得足够而又适当的塑性变形。实践证明,要保证闪光结束时端面完全不被氧化是难以办到的,而安全可靠的途径是使那些在闪光节段氧化了的金属,利用顶锻随液体金属尽量排撞挤到毛刺中去。
顶锻阶段又由有电顶锻和无电顶锻两部分组成。有电顶锻是使端面液态金属不致于过在早冷却,致使对口加热区保持一定深度。
预热阶段:在焊机上,通过预热而将焊件端面温度提高到一合适值(对于链条一般为800℃―900℃)在进行闪光和顶锻过程。预热过程有两种:电阻预热和闪光预热。预热也存在不足之处,即生产率较低,过程控制复杂,达热区宽和接头质量稳定性较差。所以近来许多链条生产厂家也采用强规范焊接工艺,省掉了预热阶段。
二、对焊接头形成特点
1.闪光对焊接头连接的实质属固相连接。闪光结束时,在断面上已形成液体金属层,顶锻时,端面金属首先在液相下联合成一体,随着顶锻的进行,对口中的液体不断被挤除,对口端面必将在液相下消失。
2.对口处加热温度高,范围窄。因此顶锻时塑形集中,变形程度相对增加,可产生较高的局部为错差值,促进接头形成中的再结晶发生,同时,当顶锻参数合适时,不仅可以挤出液态金属和氧化物,还可以挤出部分过热金属,获得较致密的热锻找造组织形式,提高接头质量。
三、闪光对焊规范参数选择
闪光对焊的重要工艺参数有:伸出长度、闪光留量、闪光速度、闪光电流密度、顶锻留量、顶锻速度、顶锻电流、顶断压力、夹紧力等。
1.的伸出长度:
焊件伸出长度是焊件从静夹具和动夹具中伸出的长度,可根据焊件和材料性质选择。一般应大于焊件直径的一半,取p=0.7―1.0d(d为棒料直径)。
2.闪光留量:
考虑焊件因为闪光而减短的预留长度,又称烧化量,可根据材料性质、焊件断面尺寸和是否预热等因素来选择。
3.闪光速度:
闪光速度是在稳定闪光条件下,焊件的瞬时接近速度。亦称动夹具的瞬时给进速度,又称烧化速度。
增大二次空截电压,减小焊件断面尺寸,适当提高预热温度,采用预热(与连续闪光焊比较)焊接小断面链条(与大断面链条比较),焊接易氧化及导热性好的材料,均可选用较高的闪光速度。
当闪光阶段后期因闪光速度小经常出现中断是,接头中易产生危险的氧化膜夹层缺陷;而不恰当提高闪光速度会使加热区变窄,温度梯度增大,则所需焊机功率增大和引起过梁爆破后火口深度的增加。
应注意:一般资料给出的闪光速度为平均闪光速度。
4.闪光电流密度(次级空载电压):
闪光电流密度(次级空截电压)对焊件的加热有重大影响。它与焊接方法、材料性质和焊件断面尺寸等有关。通常在较宽的范围内变化。连续闪光对焊导电,采热性能好的焊件时,电流密度应取高值。预热闪光对焊大断面的焊件时,应取低值。闪光电流密度是通过调节次级电压(空载)来获得的。次级空载电压的选择原则是在保证稳定闪光条件下,尽量选择较低的空载电压,还应尽量减少焊机的短路阻抗,尤其是电阻量,所以,保持焊接回路的清洁至关重要。
5.顶锻留量
顶锻留量是闪光对焊时,考虑焊件因顶锻缩短而预留的长度。它影响着液态金属、氧化物的排除及塑性变形程度,通常略大一点对达到焊接要求有利。
6.顶锻速度:
顶锻速度是闪光对焊时,顶锻阶段动夹具的移动速度。通常顶锻速度大些对获得优质接头有利。
7.顶锻压力:
(1)顶锻留量大,则顶锻压力响应大。
(2)顶锻速度增大,则顶锻压力应减小。
(3)增大对口端面温度梯度,顶锻力应小些。
(4)高温强度大的金属材料,则顶锻压力响应大。
(5)导电、导热性能良好的金属材料,则顶锻压力响应大。
8.夹紧力:
夹紧力是防止焊件在钳口与电极中打滑而施加的力。
综上所述,闪光对焊机规范参数的选择,应从技术条件出发,结合材料性质、端面形状尺寸、设备条件和生产规模等因素综合考虑。一般先确定工艺方法,然后参照推荐的有关数据及实验试验材料初步选定规范参数,最后由工艺试验并结合接头性能分析予以确定。
UNT-100链条闪光对焊机产品说明
一、用途
UNT-100型链条对焊机用于焊接截面直径为φ4mm--φ16mm的起重吊装链条、汽车防滑链条、轮胎保护链条、捆扎链条、码头链条、水泥提升链条及高强度链条和各种非标圆环形链条等。焊接材料范围广,可焊接Q215-Q235、45#钢、20Mn2、20MnV、20-25MnVK等各级别的圆形链条。配备去刺机和液压泵站还可去除焊接接口处的毛刺。该焊机采用强规范闪光对焊工艺,电流密度高,烧化过程迅速,焊接接头质量好。采用凸轮顶锻、气缸压紧、接触器与接近开关控制,能自动完成压紧、闪光、焊接、顶锻、保持、休止全过程,具有成型好、效率高、自动化程度高、控制精度高、操作简易方便、运行可靠等特点。
该焊机具有通用对焊机的所有性能,只需更换钳口便可焊接棒材、管材、工具、轮毂及其它型材。
二、主要技术参数
|
项目 |
单位 |
参数 |
|
|
额定容量 |
KVA(千伏安) |
100 |
|
|
输入电压 |
V(伏) |
380 |
|
|
电源频率 |
HZ(赫兹) |
50 |
|
|
次级电压 |
V(伏) |
4.5----7.6 |
|
| 次级电压调节级数 |
级 |
8 |
|
|
负载持续率 |
|
20% |
|
|
焊接链条直径 |
mm(毫米) |
φ4----φ14 |
|
|
最大焊接链条直径 |
mm(毫米) |
φ16 |
|
|
夹具压紧力 |
KN(千牛) |
20 |
|
|
最大顶锻力 |
KN(千牛) |
45 |
|
|
额定焊接生产率 |
环/小时 |
250 |
|
|
机械传动电动机功率 |
KV(千瓦) |
1.5 |
|
|
压缩空气消耗量 |
m3/小时 |
6 |
|
|
液压工作压力(配用去刺机油缸) |
MPa |
6.3 |
|
|
冷却水消耗量 |
L/min |
2 |
|
|
压缩空气压力 |
MPa(兆帕) |
0.55 |
|
|
焊机主机重量 |
Kg(公斤) |
980 |
|
|
外形尺寸 |
长 |
mm(毫米) |
1500 |
|
宽 |
mm(毫米) |
900 |
|
|
高 |
mm(毫米) |
1400 |
|
三、结构概述
焊机主要由下列组件组成:焊机机身、静夹具装置、动夹具装置、烧化及顶锻传动机构、压缩空气系统、水冷却系统、液压系统、热去刺机构、阻焊变压器和调节级数组以及电气控制部分等。
焊机机身由机身架和一个平台组成;焊接变压器安装在机身架内;静夹具固定安装在平台左边,并与平台绝缘;机身右边装有烧化及顶锻机构;动夹具固定安装在活动导轨上,并与烧化顶锻机构相连;机身正面装有操纵焊机工作的按纽盒及脚踏式“焊接”开关。
四、焊机的工作过程及特点
UNT-100链条对焊机能自动完成焊接的全过程。焊接时,首先根据被焊接材料的材、质截面直径大小,选择适应的凸轮外形,以获得所需要“位移和时间”
本焊机的突出特点是:
1.焊接接头两端的“对中”通过对夹具的调整可以实现。
2.本焊机更换夹具钳口上方的压块和下方的导体,即可成为通用对焊机,从而可焊接棒材、管材、工具以及其他各种型材。
3.本焊机特别增设了“热态去刺”装置,用于去除焊接接头处的毛刺,大大减少了后续工序的劳动量。
五、电气系统
焊机的电气系统包括:主电路和控制电路两大部分。主电路有焊接变压器、交流接触器、调节级数开关(次级空载电压调节级数见下表)等;控制电路有控制变压器、中间继电器、交流接触器、接近开关及控制按钮等。
UNT-100型链条对焊机次级电压调节级数表
|
级数 |
插把位置 |
次级空载电压 |
||
|
Ⅰ |
Ⅱ |
Ⅲ |
||
|
1 |
2 |
2 |
2 |
4.50 |
|
2 |
1 |
4.75 |
||
|
3 |
2 |
1 |
5.05 |
|
|
4 |
1 |
5.45 |
||
|
5 |
2 |
2 |
1 |
5.85 |
|
6 |
1 |
6.35 |
||
|
7 |
2 |
1 |
6.90 |
|
|
8 |
1 |
7.60 |
||
六、使用与维护
-
焊机的安装:
本焊机可按用户需要安装于各种车间内。安装前,应先对焊机仔细地进行检查,特别应检查所有的螺栓、螺母连接是否紧固。把运输过程中分装的部件安装与整机上,并把互相联系的部分都连接起来,还应检查水路各连接部位有无渗漏现象,电气插头及引线有无松动或脱落。
本焊机必须牢固地安装于地基上。为此,焊机的机身架下部设有用于安装地脚螺栓的四个φ16孔,低面应接触良好,受力均匀。因工作时不出现显著震动,故对地基的厚度及承载力并无特殊要求。
此外,与焊机相连的独立部分的连接如下:
(1)焊机的控制线路三相交流380V、50HZ的电源供电,而焊接变压器由单相交流380V、50HZ电源供电。因此必须用三根导线接至焊机后面的接线板上,导线的截面应不低于下表中所列数值。
在接至焊机的线路中还有管形熔断器及闸刀开关保护装置,以利设备维修和保护操作安全。
|
|
第1、2相 |
第3相 |
|
熔断器(A) |
250 |
15 |
|
导线截面(mm2) |
25 |
1.5 |
(2)用橡胶管将压力为5.5Kgf/cm2的压缩空气与焊机的进气阀门相连。
(3)用夹布橡胶管将压力为2---4Kgf/cm2的冷却木与水阀门相连接。
(4)用钢丝编织胶管将压力为63KgF/cm2的油液与热态去刺机构的两个油缸相连接。
(5)焊机外壳应有可靠接地保护。各个不相接触的独立部分,其外壳之间应有良好的连接或分别接地,以确保人身安全。
(6)当电动机启动后,检查凸轮的旋转是否顺时针的正确方向旋转。
-
焊机的调整及调节:
焊机在安装完毕(或长期停止使用)后,投入正式生产前。要进行必要的调试工作。调试是应注意以下几点:
(1)通过注油器向导轨和滑动轴承注入润滑油。
(2)接入冷却水,检查水冷却系统的密封情况。
(3)通过旋转减压阀手柄,调整工作气压,确定夹紧力。
(4)接入压紧空气系统,检查其工作情况。
(5)调整定夹具上下方向的垂直位置,及通过调整下钳口小导体的水平位置,使左右夹具对中。
(6)通过旋转导杆上的紧锁螺母来调整定、动夹具之间的距离。
(7)行程开关的调节:行程开关
“1K”、“2K”、“3K”
的位置在蜗轮箱的下方。行程开关“3K”用于控制焊接过程中“有电顶锻”的时间;行程开关“2K”用于切断机械传动中“电动机”的电源。调整时使二夹具钳口闸的距离为返回的原始距离;在此位置下的凸轮位置为起动的原始位置;行程开关“1K”用于“松开”夹具,故它的动作位置应调节在凸轮顶锻与保压结束之后,过早松开会使焊口裂开。
(8)机械传动装置的速度调节:本焊机是采用更换齿轮组的办法来改变凸轮的传动的。三角皮带可通过调整电动机机座的二只调节螺母夹紧的。
(9)前面的调整工作完成后,即可作空截运转。此时,应拨区一只次级调节闸刀。工件则用大间隙(超过凸轮总送进量)的专用毛坯代替。在这种无电流的情况下启动,仔细观察焊机各部分的动作是否正常,待全部调节正常后,即可用实际工件试焊。
(10)试焊时,主要是按照被焊工件材料的直径及质量要求,选择合适的次级电压数、凸轮曲线等焊接规范。同时,要进一步调节伸出长度、夹紧气压、各行程开关动作位置等。
-
焊机的使用与维护:
(1)焊机使用的压缩空气应是干燥的空气,以防损坏焊机气路元件。分水滤气器应经常放水。
(2)焊接过程应保证有足够的水量,无水则严禁进行焊接工作。
(3)焊机应一个月加两次润滑油。
(4)应经常检查焊机各螺栓连接处的连接情况。尤其应注意保持次级回路大电流通路的连接状况,使之经常保护良好的可靠的连接。
(5)每班工作完毕后,要清楚机身上的灰尘及焊渣,防止发生电气短路以及机械相对运动部位的非常磨损。
(6)应随时注意焊机接触钳口的工作情况,不允许在污垢的钳口上进行焊接;工件与导体接触的表面应先清理干净。
(7)应随时清除电气元件上的污垢,以保持清洁。
(8)应定期清楚焊接变压器次级线圈冷却水路中及导电母线上的污垢。
-
焊机及去刺机构的启动与停止:
焊机的启动只需接通控制线路的转换开关,安插好级数调节开关上闸刀的位置,接通水源、电源、气源、液压泵站,即可开始进行焊接。去刺时,焊接接头温度大约在600°C左右。
当焊机短时停止工作时,必须切断控制线路的转换开关,进水阀门可稍迟关闭以加强冷却。
当较长时间停止工作时,必须切断电源,水泵及气源,关闭液压泵站。当工作场所温度低于(0℃以下),则必须用压缩空气把水冷却系统中的余水吹净,以防冻裂零件。
-
焊机安全操作注意事项:
(1)
焊机应有可靠地接地保护措施。
(2)焊机机身上的防护板、罩须安装在设备上,不允许随意拆下,以防火花伤人。
(3)装卡工件时应谨慎操作,谨防压手。
七、产品成套性
1.
产品成套供应:
(1) UNT-100型链条闪光对焊机 1台
(2) 热态去刺机 1台
(3) 去刺机液压泵站
1台
(4) 编链工装
1套
(5)UNT-100型链条闪光对焊机
1本
2.
说明书相应文件:
(1)UNT100
总装配
1张
(2)UNT100-40
上钳口
1张
(3)UNT100-44
小导体
1张
(4)UNT100-75
水路系统图
1张
(5)UNT100-76
气路系统图
1张
3. 装箱单:
|
编号 |
品名 |
规格 |
单位 |
数量 |
备注 |
|
1 |
主机 |
UNT100 |
台 |
1 |
|
|
2 |
去刺机 |
UNT100 |
台 |
1 |
另购 |
|
3 |
泵站 |
UNT100 |
台 |
1 |
另购 |
|
4 |
小导体 |
UNT100-44 |
付 |
1 |
|
|
5 |
上钳口 |
UNT100-40 |
付 |
1 |
|
|
6 |
上下调节扳手 |
|
把 |
1 |
|
|
7 |
左右调节扳手 |
|
把 |
1 |
|
|
8 |
去刺刀 |
|
付 |
1 |
仅供去刺机配套 |
4.
订货须知:
(1)UNT-100主机、去刺机、泵站、编链工装等是分类销售的。用户若不订购去刺机、泵站、编链工装等,则其相应组件、附件及其文件将不予以装箱。
(2)本焊机的焊接工艺、凸轮、去刺机等是为焊接φ14mm链条设计的。如用户需要焊接其他规格链条本公司可代为另外设计加工。
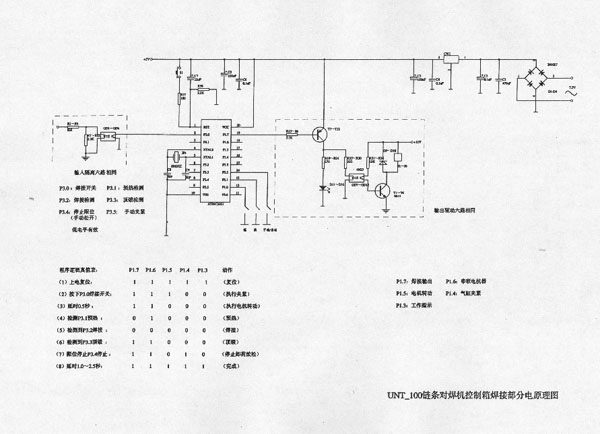
八、电气原理图