NZC-350R垂直旋转工装使用说明书
![]()
该垂直旋转焊接工装是需要自动旋转的自动焊接控制设备,与NBC或WSM系列熔化极气体保护焊机或非熔化极气体保护焊机组成成套自动焊接设备。主要特点:本装置采用光电自动测量旋转角度功能,可以根据需要设定搭接量的长短,设定角度不受速度快慢的影响,实际使用中,同步性能优良,焊接长度一致性好。由于采用单片微型计算机进行精确控制,产品可靠性高、故障率低。
一、主要技术参数:
1、电源电压:单相380V±10%
50Hz
2、额定输入容量:≤250VA
3、调速范围:2~14圈/分
4、每圈脉冲个数:72cps
5、整机外形尺寸(长×宽×高):920×480×1180mm
6、控制器外形尺寸(长×宽×高):310×250×310mm
7、参考质量:95kg
二、使用说明:
1、根据工件设定好NBC或WSM焊机的焊接电压、焊接电流、气体流量等焊接规范。
2、根据工件直径计算出主轴的旋转速度和旋转方向,并且根据搭接量大小选择焊接时间,一般为“72~74”。
3、调整焊枪的角度和位置。
4、按下“工作”接钮进行试焊。
5、根据试焊情况确定焊接规范或修改焊接规范。
6、批量进行焊接。
7、在焊接过程中需要紧急停止时按下大红色“急停”按钮,设备自动停止工作。
8、当需要主轴旋转时按下红色“调试”按钮就可以让主轴连续行走或点动行走。
9、当需要焊接不需行走时只要按下焊枪上的按钮即可。
三、工作原理:
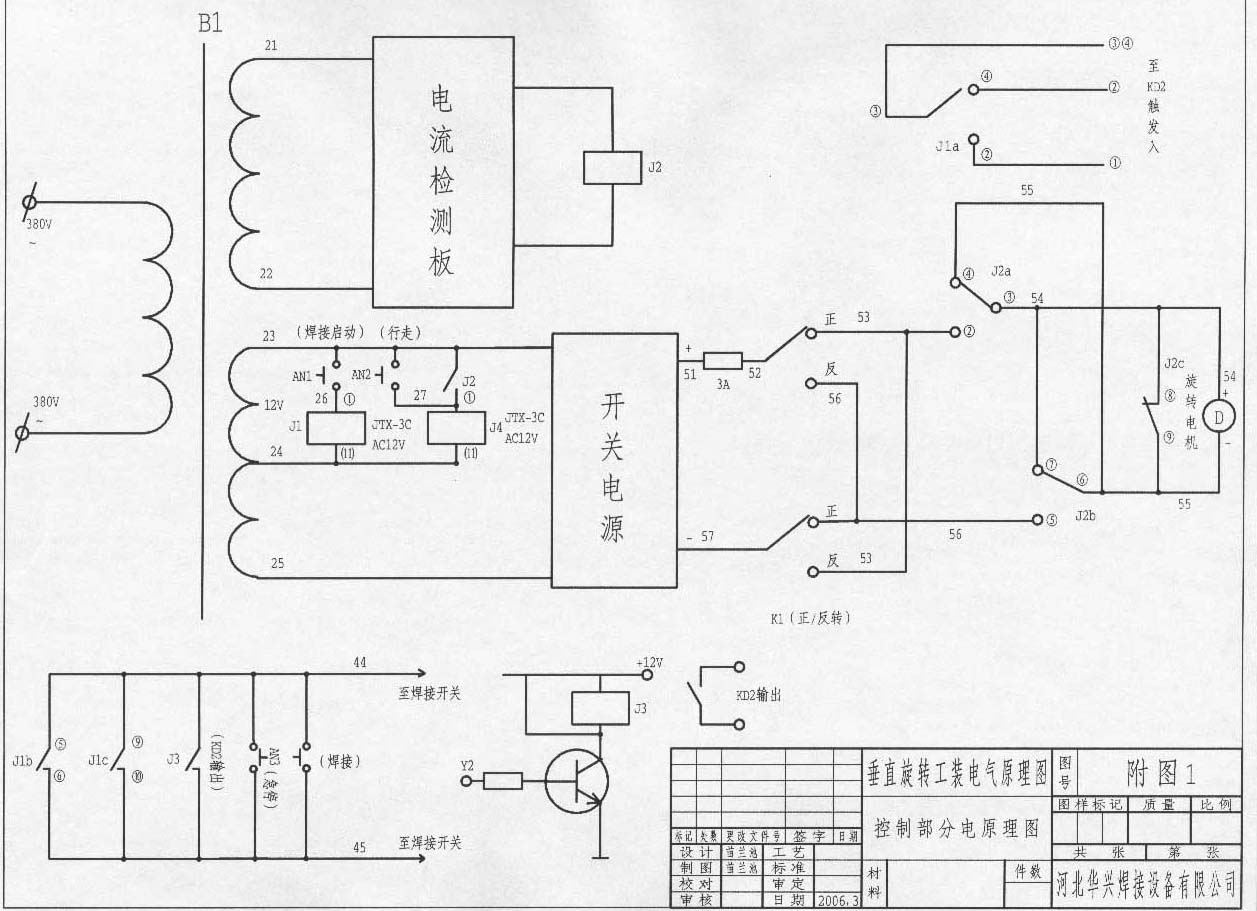
按下AN1焊接工作按钮J1吸合,J1a控制KD2计数器单元进入待机工作状态,此时由于CP端没有脉冲计数器不工作,J1b接通焊接开关,焊机送丝引弧,当焊机有工作电流并经过约0.5秒延时后继电器J2吸合,J2控制J4继电器吸合,电机转动,同时产生CP脉冲,Y2输出高电平控制继电器J3吸合导通,此时进入正常焊接过程,此时就可以松开焊接开关AN1了,如果在没有正常起弧时松开AN1,则设备不会进入焊接状态。当工件旋转到了设定角度后,Y2输出低电平继电器J3释放,焊机停止焊接,停焊后电流检测板延时约1~2秒控制电机停电,完成整个焊接过程。
在焊接过程中,电弧停顿时间只要不大于1秒钟则设备不会停止工作,当出现异常情况需要紧急停止时只要按下大红色按钮AN3急停按钮,焊机停止焊接,旋转的主轴延时1~2秒钟就自动停止工作了。当需要主轴空转时只要按下红色调试按钮,电机带动主轴转动,松开按钮自动停止转动。
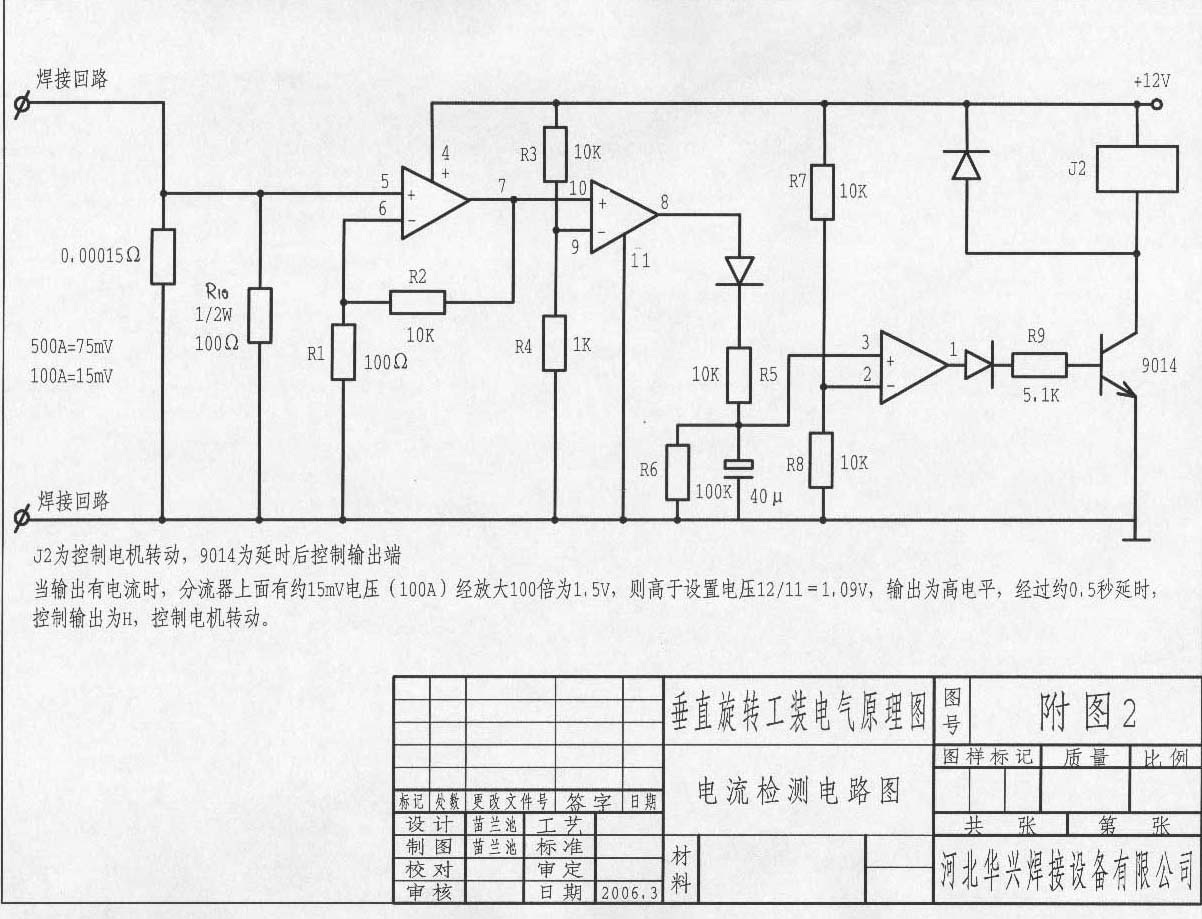
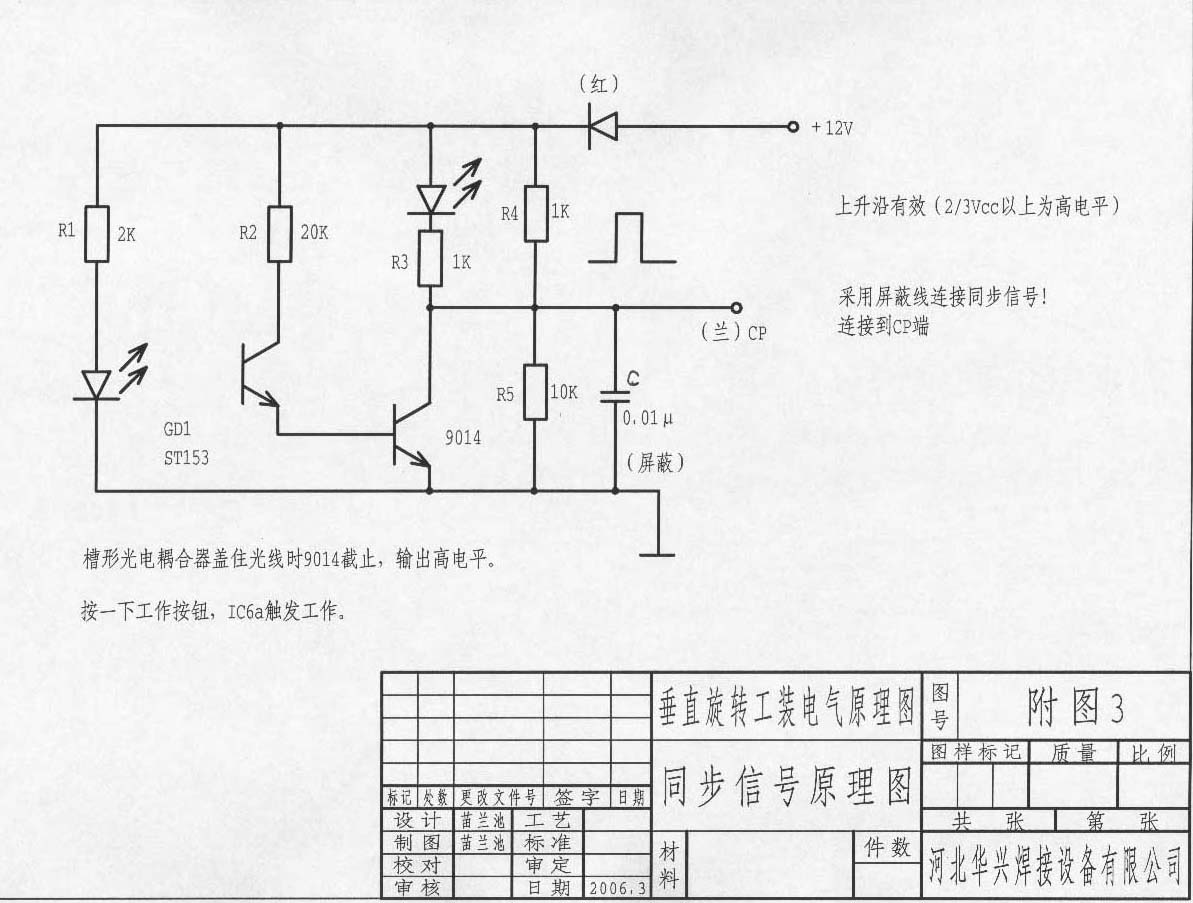
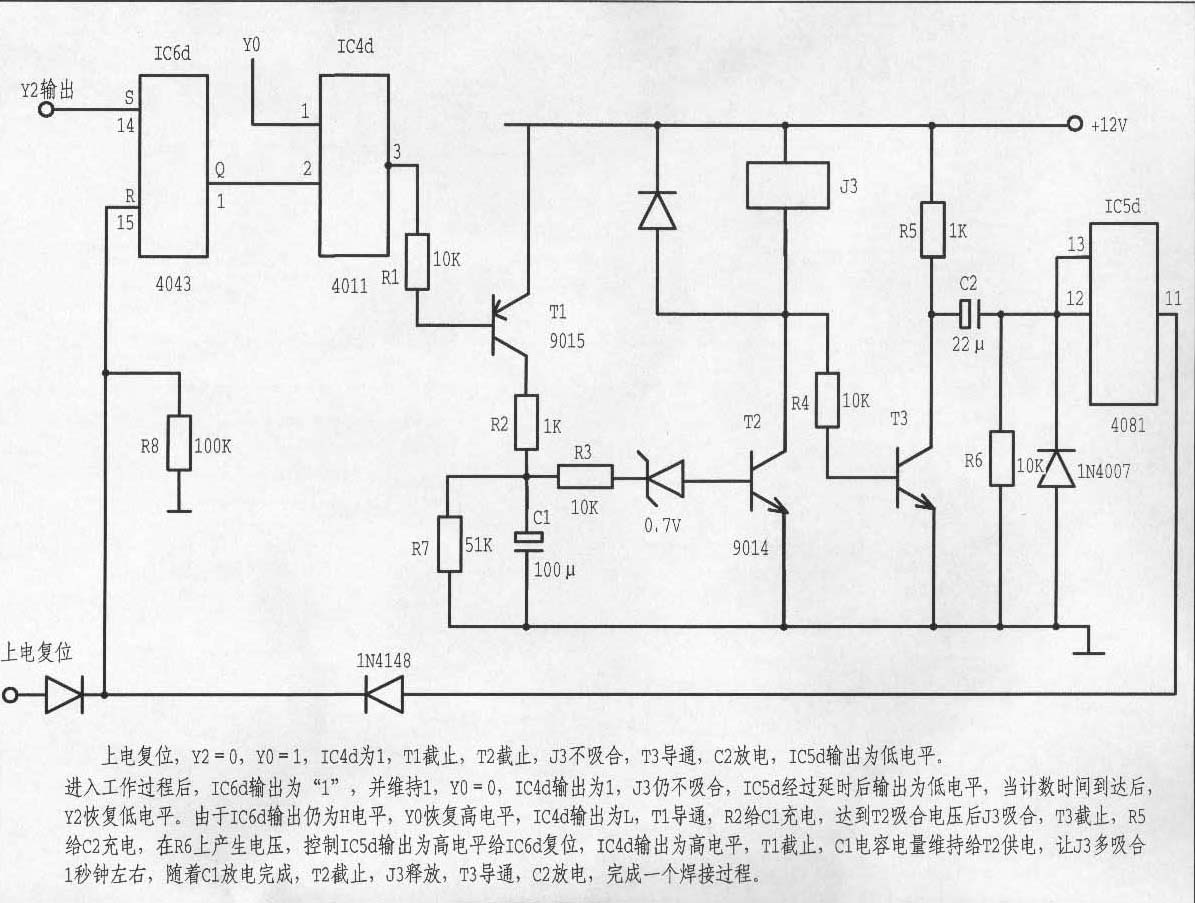
四、电气原理图