NBC-400二氧化碳气体保护焊半自动焊机使用说明书
![]()
本产品为一种普及型二氧化碳气体保护焊半自动氩弧焊机,适用于碳素钢及合金钢的2―16mm厚板材料焊接,具有节能、效率高结构简单、使用方便、宜操作,可进行全位置焊接,并且焊后工件变形小,焊缝成型美观,无焊渣等优点。所以该焊机是一种比较理想的焊接工具。
本焊机主要由NBC-400焊接电源及送丝机和焊枪等组成。
1.电源:型号: NBC-400
容量: 19KVA
电源输入类型 三相380V 50HZ
额定焊接电流 400A
额定负载持续率 60%
工作电压 18-34V
电压调节级数 30档
空载电压 20-50V
2.送丝机构
推丝式送丝机 DC24V 90W
送丝速度 1.5-12m/min
3.焊枪
空冷鹅颈式焊枪 额定电流 400A
适用焊丝 1.0-1.6mm
一.结构原理
1.电源部分由三相变压器、整流器、电抗器、控制电路及底盘、外壳等组成。
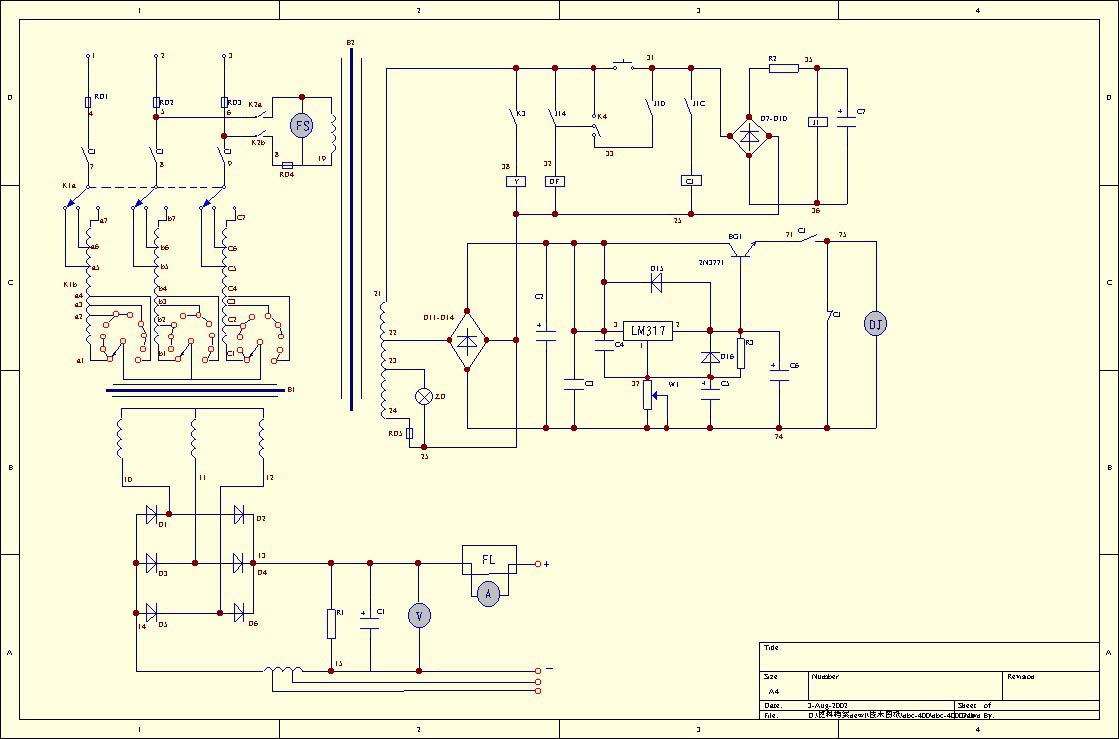
2.控制电路的电气原理:
按下位于焊枪上的微动开关,电磁气阀(DF)动作,CO2气体进入焊接保护区。
D7-D10组成的整流桥通过R4向C2充电,过一段时间后J1动作,CJ动作,电源有输出、送丝鸡传动、开始焊接。
松开微动开关,CJ跳闸,电源停电,同时送丝停止。但是C2对J1放电,使J1延时跳开后,DF关闭,焊接完毕。
3.送丝调速电路:
从控制变压器B2次级取用的24V电源,经二极管D11-D14整流,电容C2滤波后,由三端稳压器集成块LM317及外圈元件C4、W1、D15、D3、C6组成的调节电路进行调整。调整后的电压经三极管BG1功率扩展后,由接触器CJ控制输出给送丝电机。CJ常闭触点为电机提供断电时的自感电势泄放电路。
调整电位器W1,改变送丝电机的供电电压,从而使电机转速在一定的范围内稳定可调。
4.送丝机构:
送丝机构为推丝式,由一只磁式电机(24V、90W)、齿轮减速装置、送丝轮、导丝管、导电嘴组成。
二.使用与维护
1.焊机应安装在环境温度不高于40℃,相对湿度低于90%(25℃),无腐蚀性气体、水份、蒸气、化学性沉积、尘垢、霉菌及其它爆炸性介质的地方。同时焊机不应受到严重的振动和撞击。
2.新安装或长时间不用的焊机,在使用前必须检查焊机的绝缘电阻不小于5兆欧,输出侧对地绝缘电阻不小于2兆欧。(注意:检查时应先将输出接线端短路)如若低于上述值时、焊机先进行干燥处理后在使用。
3.安装:
(1)焊机应可靠接地:
(2)电路及气路的连接:
焊接的输入接线端、进气管接头位于焊机后面板,预热器电源插座位于前面板;输出接线端,焊枪控制电缆插座及出气管接头位于焊机前面。
气路连接次序:气瓶-预热器-减压阀-焊机-焊枪。
电路连接次序:将焊机接到三相(380V、50HZ0电源上,将焊枪控制电缆接到插座上,将焊枪、焊接电缆接到焊机输出端“+”极上,将焊接工件电缆接到焊机输出端“-”极上,将预热器电源线接到焊机预热器插座上。
4.使用:
上述连接完毕后,可以给焊机通电。
打开位于焊机前面板上的控制“电源”开关,指示灯亮。
将焊丝通过送丝轮及焊炬、导电嘴,并检查焊丝运行情况,应无阻塞现象。
打开预热器的开关及减压阀,打开“检气”开关,检查并调整保护气体流量,完毕后关闭“检气”开关。
上述准备工作完成后,既可进行焊接,焊接按钮位于焊枪上,按下即可进行焊接,松开焊接停止。
焊接规范调整由位于面板上的电压调节急送丝速度旋钮完成。电感量的调节需按下不同的焊接要求即电流大小选择不同的接线输出。
(1)电源调节;电压调节分两步一.粗调:粗调开关分三档,调节时电压逐次升高。二.细调:细调开关分十档,调节时在粗调的基地上调节细调开关旋钮电压将逐次递增。
(2)送丝速度调节:
送丝速度调节也就是电流调节,在焊接过程中根据焊接工艺要求,调节前面板上送丝速度旋钮获得最佳焊接电流。
(3)电感量选择:
本焊机负极输出选用多端方式,不同的输出端子其电感量不同,以便用户便于选择。
5.几种用HO8MN2SI焊丝进行或者HO8MN2SIAHO8MN2SIACO2气体进行保护低碳钢焊接时的规范(仅供参考)
|
焊丝直径mm |
板厚mm |
焊接电压V |
焊接电流A |
电感 |
|
1.0 |
1.5-2 |
22-23 |
110-120 |
小 |
|
1.2 |
1.5-6 |
21-24 |
120-210 |
中 |
|
1.6 |
6-12 |
24-34 |
210-400 |
大 |
6.保养:
(1)必须按照相应的负载持续率使用焊机。
(2)经常注意导电嘴的磨损情况,如磨损严重需更换。
(3)定期检查送丝机构,送丝轮是否磨损严重。
(4)不要磕碰焊枪,严禁将焊枪用后放在工作台上。焊把连线不要用力拉扯,也不要压、砸。
(5)经常保持焊机清洁。
三.故障排除
|
A |
B |
C |
D |
|
|
故
障 |
空载电压过低 1、单相运行 2、输入电压不正确3、三相全波硅整流器组中,某硅元件损坏(短路或开路) |
调不到正常空载电压范围 1、KHS型万能转换开关触点接触不良。 2、变压器出级线圈抽头引线有故障。 |
送丝机构不运转 1、控制电路或送丝电路的保险丝烧断。 2、送丝速度电位器在零位。 3、交流接触器不动作。 4、送丝电路有故障,调整三极管BG1、电位器W1及LM317其它元件变质损坏。 5、电机故障。
|
CO2保护气体不流出或不能切断 1、电磁气阀失灵。 2、流量器不通。
|
|
排
除 |
1、检查输入电源保险,如烧断请更换。 2、检查输入电源电压,并调到额定值。 3、检查硅整流二极管是否有开路或短路现象。 |
1检查有无虚焊的触点,检查有无虚接的引线,若开关损坏应更换。 2、检查各档电压比是否正常修复变压器线圈或引出线。 |
1、更换保险丝。 2、调整送丝速度旋钮。 3、检查印刷电路板上直流继电器是否动作,其回路是否断线,检查直流继电器的触点是否接触良好,如损坏应更换。 4、详见说明书中控制电路原理部分,更换损坏部件。 5、修理电机。 |
1、检查电磁气阀回路,如气阀两端有36V交流电压,则是气阀损坏,应修理或更换。 2、检修CO2气体加热、减压流量器。 |
|
|
E |
F |
G |
|
故
障 |
焊接过程中焊丝输送不均匀 1、送丝滚轮磨损。 2、压丝手柄压力不够。 |
焊缝产生气孔 1、CO2气体不纯或含水分太多。 2、喷嘴不正或被飞溅物堵塞。 3、电流、电压、焊速过大、气体流量太小。 4、焊丝内所含脱氧剂太少。 5、周围空气对流太大。 6、焊件不清洁或潮湿。 |
焊件过程中飞溅过大 1、极性接反 2、规范不当〈如电压电流太高等〉。 3、送丝速度不稳定。 4、焊丝伸出太长。 5、导电嘴磨损。
|
|
排
除 |
1、更换送丝滚轮 2、增加手柄内弹簧的压力或将手柄座向下位移后紧。 |
1、提纯CO2气体。 2、调整或清理。 3、调整规范,调整流量器。 4、换焊丝。 5、设防风装置。 6、清洁焊件。 |
1、应把负极接入工件。 2、调整规范。 3、检查控制电路、电机、送丝轮及压丝手柄内弹簧压紧程度。 4、压喷嘴与焊件之间距离〈短路过渡焊时为10mm> 5、更换导电嘴。 |
|
|
H |
I |
J |
K |
|
故
障 |
焊接工件产生裂缝 1.工件不清洁; 2.焊丝含硫过高,含锰过低; 3.焊接工艺不合理。 |
焊缝边缘凹陷〈咬边〉 1.焊速太高; 2.电流远低于焊速要求; 3.焊枪角度太大。 |
溶深不够 1.电流过低; 2.电压过低; 3.焊丝伸出长度太大; 4.极性接反; 5.焊丝细,工件厚; 6.焊件坡口太窄、角度太小、间隙太小。 |
焊缝形状不规则 1.焊丝伸出太长; 2.焊丝太硬; 3.电流相对电压太高; 4.焊速太低; 5.送丝速度不稳定。 |
|
排
除 |
1.清洁工件; 2.调换焊丝; 3.改变工艺条件。 |
1.降低焊度; 2.调整规范; 3.纠正角度。 |
1.增加送丝速度; 2.调整转换开关位置; 3.减小伸出长度; 4.改正 5.改正 |
1.减小伸出长度; 2.调换焊丝; 3.降低送丝速度; 4.增高焊速; 5.检查控制电路、电机送丝轮及压丝手柄内弹簧压紧程度。 |
附图:电气原理图: