NBC-200二氧化碳气体保护半自动焊机
使用说明书
![]()
本产品为一种普及型二氧化碳气体保护半自动焊机,适用与碳素钢及合金钢的0.5-6mm厚板材的焊接,具有节能,效率高,结构简单,使用方便,操作容易,可进行全位置焊接,并且焊后工件变形小,焊缝成型好,无焊渣等优点。所以该焊机是一种比较理想的焊接设备。
本焊机主要由一台NBC-200焊接电源及一把拉丝式焊枪组成。
1、电源: 型号: NBC-200 额定输入: 3相380V 50HZ
容量: 6KVA 额定焊接电流: 200A
额定负载持续率: 60%
工作电压: 16-22V(分11级调节)
2、焊枪:拉丝式 额定电流: 200A
焊丝盘容量: 0.7kg 适用焊丝: 0.5-1.0mm
送丝速度: 1.5-12M/min 重量: 0.8kg(无焊丝时)
一、结构及原理:
1、电源部分有三相变压器、整流器、电抗器、控制电路及底盘、外壳等组成。
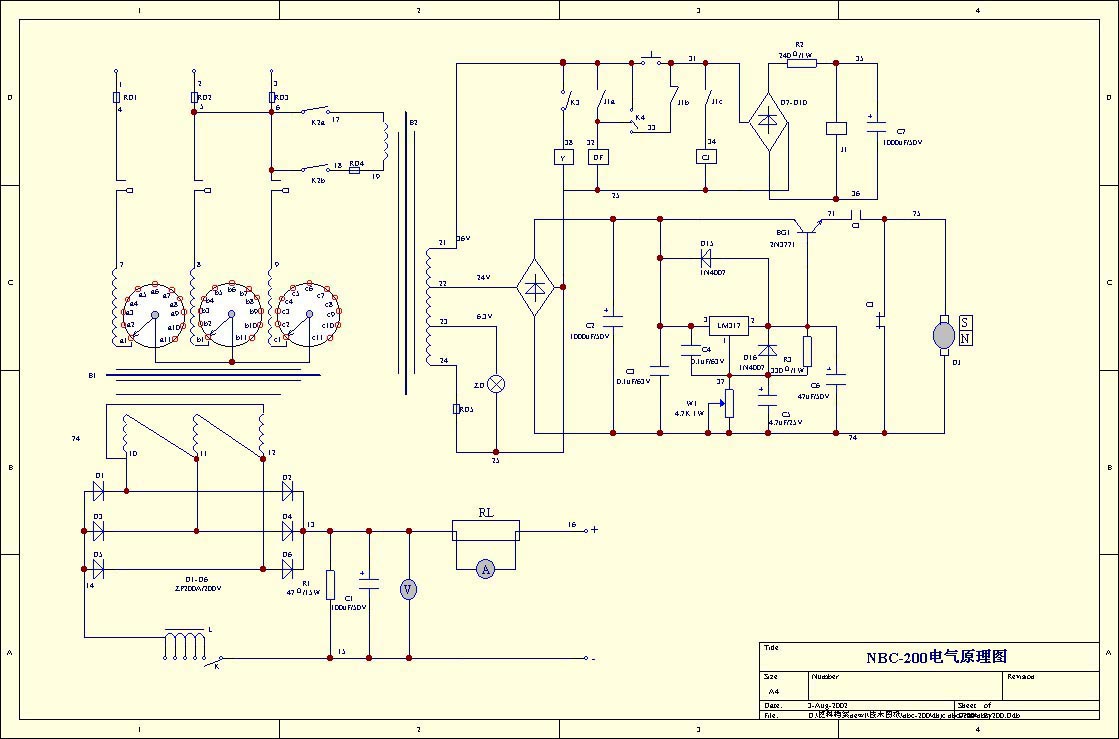
2、控制电路的电器原理:
按下位于焊枪上的微动开关,电磁气阀(DF)动作CO2气体进入焊接保护区。D7-D10组成的整流桥通过R4向C2充电,过一段时间后J1动作,CJ动作,电源有输出,送丝电机转动,开始焊接。
松开微动开关,CJ跳开,电源停电,同时送丝停止。但是C2对J1放电,使J1延时跳开后,DF关闭,焊接完毕。
3、送丝调速电路:
从控制变压器B2次级取用的24V电源,经二极管D11-D14整流,电容C2滤波后,由三端集成稳压器LM317及外围元件C4、W1、D15、R3、C6组成的调压电路进行电压调整。调整后的电压经三极管BG1功率扩展后,由接触器CJ控制输出给送丝电机。CJ常闭触点为电机提供断电时的自感电势泄放回路。
调整电位器W1,改变送丝电机的供电电压,从而使电机转速在一定的范围内稳定可调。
4、送丝机构:
送丝机构为一轻便拉丝焊枪、由一只磁式电机(24V、15W)、蜗轮转动减速箱、焊丝盘、导丝管、导电嘴及塑料外壳组成。
压丝手柄是定压调整式,调整好手柄内弹簧压力后,在使用过程中可保持送丝轮对焊丝的压力不变。
二、使用与维护:
1、焊机应安装在环境温度不高于40℃ ,相对湿度低于90%(25℃时),无腐蚀性气体、水分、蒸汽、化学性沉积、尘垢、霉菌及其它爆炸性介质的地方。同时焊机不应受到严重的振动和撞击。
2、新安装或长时间不用的焊机,在使用前必须检查焊机的绝缘电阻,焊机输入侧对地及输入侧对输出侧之绝缘电阻不小于5兆欧,输出侧对地绝缘电阻不小于2兆欧。(注意:检查时应先将输出接线端短路)如若低于上述值时,焊机先进行干燥处理后再使用。
3、安装:
(1)焊机应可靠接地;
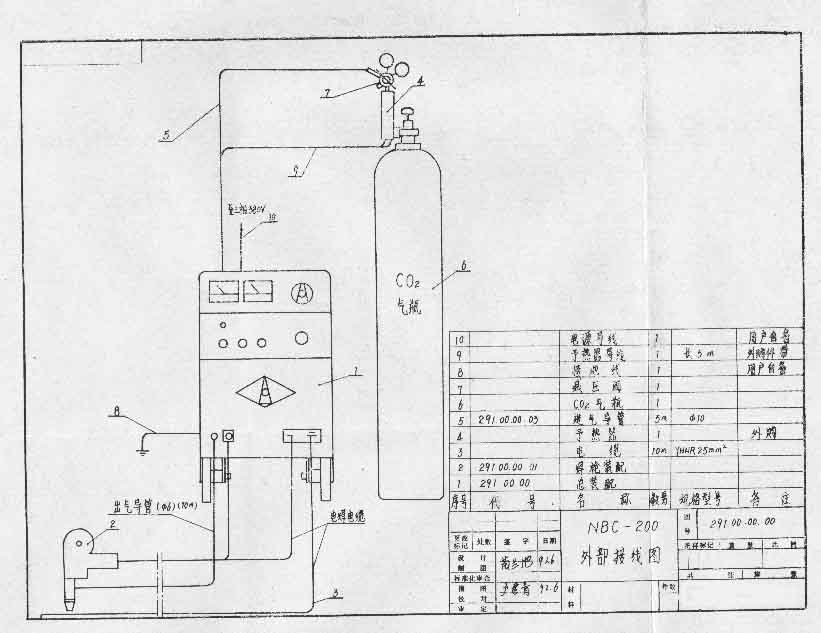
(2)电路及气路的连接:
焊机的输入接线端、进气管接头及预热机器电源插座位于焊机后面防护罩内;输出接线端,焊枪控制电缆插座及出气管接头位于焊机前面。
气路连接次序:CO2气瓶―预热器―减压阀―焊机―焊枪。
电路连接:将焊机接到三相(380V、50HZ)电源上,将焊枪控制电缆接到插座上,将焊枪焊接电缆接到焊机输出端“+”极上,将焊接工件电缆接到焊机输出端“-”极上,将预热器电源线接到焊机后侧预热器插座上。
4、使用:
上述连接完毕后,可以给焊机通电。
打开位于焊机前面板上的控制“电源”开关,指是灯亮。
将焊丝通过送丝轮及焊炬、导电嘴,并检查焊丝运行情况,应无阻塞现象。
打开预热器开关及减压阀。打开“检气”开关,检查并调整保护气体流量,完毕后关闭“检气”开关。
上述准备工作完成后,即可进行焊接,焊接按扭位于焊枪上,按下即可进行焊接,松开焊接停止。
焊接规范调整由位于面板上的“电压调节”及“送丝速度”旋钮完成。(注:电感量的调节须打开机箱箱壳调节电感抽头)。
5、几个用HOBMn2Si焊丝进行CO2气体保护低碳钢焊接时的规范(仅供参考):
|
焊丝直径mm |
板厚mm |
焊接电压V |
焊接电流A |
电感 |
|
0.5 |
0.8―1.5 |
17―20 |
45―55 |
小 |
|
0.8 |
1.2―1.5 |
19―20 |
75―80 |
中 |
|
0.8 |
2―3 |
20―22 |
100―110 |
中 |
|
1.0 |
2―3 |
20―21 |
120 |
大 |
|
1.0 |
4 |
21―22 |
150 |
大 |
6、保养:
(1)必须按照相应的负载持续率使用焊机。
(2)经常注意导电嘴的磨损情况,如磨损严重要更换。
(3)定期检查送丝机构,减速器的润滑情况,必要时加添或更换新的润滑油脂。
(4)不要磕碰焊机,严禁将焊机用后放在工作台上。焊把连线不要用力拉扯,也不要压、砸。
(5)经常保持焊机清洁。
三、故障排除:
|
A |
B |
C |
D |
|
|
故
障 |
空载电压过低 1、单相运行 2、输入电压不正确3、三相全波硅整流器组中,某硅元件损坏(短路或开路) |
调不到正常空载电压范围 1、KHS型万能转换开关触点接触不良。 2、变压器初级线圈抽头引线有故障。 |
送丝机构不运转 1、控制电路或送丝电路的保险丝烧断。 2、送丝速度电位器在零位。 3、交流接触器不动作。 4、送丝电路有故障,调整三极管BG1、电位器W1及LM317其它元件变质损坏。 5、电机故障。
|
CO2保护保护气体不流出或不能切断 1、电磁气阀失灵。 2、流量器不通。
|
|
排
除 |
1、检查输入电源保险,如烧断请更换。 2、检查输入电源电压,并调到额定值。 3、检查并更换。 |
1检查有无虚焊的触点,检查有无虚接的引线,若开关损坏应更换。 2、检查各档电压比是否正常修复变压器线圈或引出线。 |
1、更换保险丝。 2、调整。 3、检查印刷电路板上直流继电器是否动作,其回路是否断线,检查直流继电器的触点是否接触良好,如损坏应更换。 4、详见说明书中控制电路原理部分,更换损坏部件。 5、修理电机。 |
1、检查电磁气阀回路,如气阀两端有36V交流电压,则是气阀损坏,应修理或更换。 2、检修CO2气体加热、减压流量器。 |
|
|
E |
F |
G |
|
故
障 |
焊接过程中焊丝输送不均匀 1、送丝滚轮磨损。 2、压丝手柄压力不够。 |
焊缝产生气孔 1、CO2气体不纯或含水分太多。 2、喷嘴不正或被飞溅物堵塞。 3、电流、电压、焊速过大、气体流量太小。 4、焊丝内所含脱氧剂太少。 5、周围空气对流太大。 6、焊件不清洁或潮湿。 |
焊件过程中飞溅过大 1、极性接反 2、规范不当〈如电压电流太高等〉。 3、送丝速度不稳定。 4、焊丝伸出太长。 5、导电嘴磨损。
|
|
排
除 |
1、更换送丝滚轮 2、增加手柄内弹簧的压力或将手柄座向下位移后紧。 |
1、提纯CO2气体。 2、调整或清理。 3、调整规范,调整流量器。 4、换焊丝。 5、设防风装置。 6、清洁焊件。 |
1、应把负极接入工件。 2、调整规范。 3、检查控制电路、电机、送丝轮及压丝手柄内弹簧压紧程度。 4、压喷嘴与焊件之间距离〈短路过渡焊时为10mm> 5、更换导电嘴。 |
| H | I | J | K | |
|
故
障 |
焊接工件产生裂缝 1.工件不清洁; 2.焊丝含硫过高,含锰过低; 3.焊接工艺不合理。 |
焊缝边缘凹陷〈咬边〉 1.焊速太高; 2.电流远低于焊速要求; 3.焊枪角度太大。 |
溶深不够 1.电流过低; 2.电压过低; 3.焊丝伸出长度太大; 4.极性接反; 5.焊丝细,工件厚; 6.焊件坡口太窄、角度太小、间隙太小。 |
焊缝形状不规则 1.焊丝伸出太长; 2.焊丝太硬; 3.电流相对电压太高; 4.焊速太低; 5.送丝速度不稳定。 |
|
排
除 |
1.清洁工件; 2.调换焊丝; 3.改变工艺条件。 |
1.降低焊度; 2.调整规范; 3.纠正角度。 |
1.增加送丝速度; 2.调整转换开关位置; 3.减小伸出长度; 4.改正 5.改正 |
1.减小伸出长度; 2.调换焊丝; 3.降低送丝速度; 4.增高焊速; 5.检查控制电路、电机送丝轮及压丝手柄内弹簧压紧程度。 |
四、产品成套:
1.焊接电源 NBC-200型 1台 8.导电嘴 Φ0.6 2个
2.轻便拉丝焊枪 1把 Φ 0.8 5个
3.负极焊接电缆 10M Φ1.0 2个
4.正极焊接电缆 10M(在焊枪上) 9.喷嘴 2个
5.输气塑料管 Φ10 5M 10.焊丝盘 2个
Φ 6 10M(在焊枪上) 11.CO2气体加热干燥器 1个
6.加热器引线 5M 12.电焊面罩 1个
7.送丝轮 2个 13.电焊护目玻璃 1片
随产品文件:
1.装箱单 1份
2.合格证 1份
3.说明书 1份
附图:电气原理图