HYS-630型钢筋电渣压力焊机
使用说明书
一、安全注意事项
为了避免重大人身事故,请遵守以下事项:
1.本焊机的设计、制作充分考虑安全性,使用时请务必关注本说明书的注意事项,否则会引起死亡或重伤等重大人身事故。
2.输入侧动力源的施工、设备场所的选定、高压气体的使用、保管的配置、焊接后的工件保管和废弃物的处理等,请遵照有关规定及贵公司的内部标准进行。
3.无关人员请勿进入焊接作业场所内。
4.使用心脏起搏器的人员,未经专业医护人员同意,不得从事焊接作业及靠近正在使用中的焊机,因焊机通电时产生的磁场会对起搏器的工作产生不良的影响。
5.请有专业资格的人或内行人员对焊机进行安装、检修和保养。
6.为确保安全,请正确理解本说明书的内容,并请有安全使用知识与技能的人员进行本机的操作。
7. 不得将本机用于焊接以外的作业。
为了避免触电危险,请遵守以下事项:
一旦接触带电部位可能会引起致命的电击和电灼伤
1.请勿接触带电部位。
2.请由电气人员按规定将焊机、母材接地。
3.安装、检修时,须先关闭配电箱电源,5分钟后再进行作业。
4.请勿使用容量不足及损伤了绝缘套使导体外露的电缆。
5.电缆连接部位,请确保绝缘。
6.请勿在卸下机壳的情况下使用焊机。
7.请使用干燥的绝缘手套。
8. 高处作业时,请使用安全网。
9. 定期保养检修,损伤部位修理完好后再使用。
10.不用时,请关闭所有的输入电源。
11.在狭窄场所或高处使用交流弧焊机时,请使用防触电装置。
为了避免焊接弧光、飞溅、焊渣、噪音等对您及他人的危害,请使用规定的防护用具
●弧光会引起眼部发炎或皮肤灼伤。
●飞溅、焊渣会灼伤眼睛、烧伤皮肤。
●焊接产生的烟尘和气体会危及身体健康。
●在狭窄场所焊接作业,如果缺氧会导致窒息。
1.进行焊接监督焊接时,请使用具有足够遮光度的保护用具。
2.请佩戴保护眼镜。
3.请着用焊接用皮制保护手套、长袖衣服、护脚、围裙等保护用具。
4.焊接场所周围设置保护屏障,防止弧光危及他人。
5. 噪音大时,请使用隔音器具。
为避免焊接烟尘及气体危及您及他人,请使用保护用具:
●焊接烟尘和气体危害健康。
●在狭窄场所作业,因缺氧会导致窒息。
1. 为防止发生气体中毒和窒息等事故,请使用规定的排气设施,并配用呼吸保护用具。
2. 在狭窄场所作业时,请接受监督人员的检查,并应充分换气及配用呼吸保护用具。
3. 请勿有脱脂、清洗、喷雾作业区内焊接。
4. 焊接具有镀层呈涂层的钢板时,会产生有害的烟尘和气体,请使用呼吸保护用具。
为了防止火灾、爆炸、爆裂等事故发生,请遵守以下规定:
●飞溅和刚焊接完的热母会引起火灾。
●电缆连接不良处、钢筋等母材侧的电流回路产生不完全接触时,会引起通电发热而酿成火灾。
●请勿在盛有可燃性物质的容器上焊接,否则会引起爆炸。
●请勿焊接密封容器,如槽(箱)、管等装置,否则会破裂。
1.焊接场所不得放有易燃、易爆物品或可燃物。
2.请勿在可燃性气体附近焊接。
3.请勿将刚焊完的热母材靠近可燃物。
4.焊接天井、地面、墙壁时,请清除背面的可燃物。
5. 电缆连接处要确实绝缘。
6. 母材侧电缆的连接要尽可能接近焊接处。
7. 请勿焊接装有气体的气管、密封槽等装置。
8.焊接作业场所附近要放置灭火器,以防万一。
接触旋转部位会引起受伤,请遵守以下规定:
●手指、头发、衣服等请勿靠近冷却风扇旋转部位
1.请勿在卸下机壳的情况下使用焊机。
2.请有专业资格的人或内行人员对焊机进行安装、操作、检修和保养。
3. 请勿将手指、头发、衣服等靠近冷却风扇旋转部位。
为防止焊机的绝缘性能受到破坏而引起火灾,请遵守以下规定:
●焊接产生的飞溅、打磨作业产生的铁粉进入电源内部,会导致焊机的绝缘恶化、引起火灾。
1.为防止飞溅,铁粉进入电源内部,请将焊接电源与焊接作业、打磨作业隔离开。
2.为防止粉尘堆积引起绝缘恶化,务请定期保养、检修。
3. 飞溅、铁粉等进入电源内部时,务请关闭焊机电源开关与配电箱开关,再用压缩空气吹净。
二、技术规格
特点
采用增大了电流的BX1-630交流弧焊机为焊接电源,能提供短路时强电流,以适应电渣过程的需要,控制系统一体化的设计结构紧凑,使用方便配用目前因内最先进的双柱,手摇式卡具,强度大重量轻。
主要内容
焊接方式:电渣压力焊
可焊材料:直径为160mm-32mm,Ⅰ-Ⅲ级建筑用钢筋
使用环境条件
1. 周围环境空气温度:-10℃-+40℃
2. 空气相对湿度:
在+40℃时;≤50%
在+20℃时;≤90%
3. 周围空气中的灰尘、酸、腐蚀性气体或物质等不超过正常含量,由于焊接过程产生的除外。
4. 海拔高度不超过1000m。
5. 不适宜长时间在含盐的空气中使用。
6. 电源电压的波动量不超过焊机额定输入电压的±10%。
7. 工作场所的风力≤1.5ms。
8. 不适合在雨中使用。
9. 不适宜长时间在阳光下爆晒。
焊接规范参数
| 钢筋直径
(mm) |
焊接电流
(A) |
焊接电压(V) | 焊接通电时(S) | ||
| 电弧过程
U2 |
电渣过程
U2 |
电弧过程
T |
电渣过程
T |
||
| 16 | 200-250 | 35-45 | 22-27 | 14 | 4 |
| 18 | 250-300 | 15 | 5 | ||
| 20 | 300-350 | 17 | 5 | ||
| 22 | 350-400 | 18 | 6 | ||
| 25 | 400-450 | 21 | 6 | ||
| 28 | 500-550 | 24 | 6 | ||
| 32 | 600-650 | 27 | 7 | ||
| 36 | 700-750 | 30 | 8 | ||
电源参数
| 项目 | 单位 | 参数 | 项目 | 单位 | 参数 |
| 额定输入电压 | MΩ | 380 | 额定负载持续率 | % | 60 |
| 额定频率 | Hz | 50(单相) | 额定输入容量 | KVA | 49.4 |
| 可焊钢筋 | mm | 16-32 | 绝缘等级 | F | |
| 空载电压 | V | 75 | 冷却方式 | 风冷 | |
| 额定焊接电流 | A | 630 | 外形尺寸(长×宽×高) | mm | 1200×600×840 |
| 电流调节范围 | A | 125-630 | 重量 | kg | 184 |
卡具参数
| 项目 | 单位 | 参数 | 项目 | 单位 | 参数 |
| 绝缘电阻 | MΩ | 2.5 | 中心移 | mm | ≤0.5 |
| 可夹持钢筋 | mm | 16-36 | 上下行 | mm | >40 |
| 载荷量 | ≥kg | >60 | 自重 | kg | 8.5 |
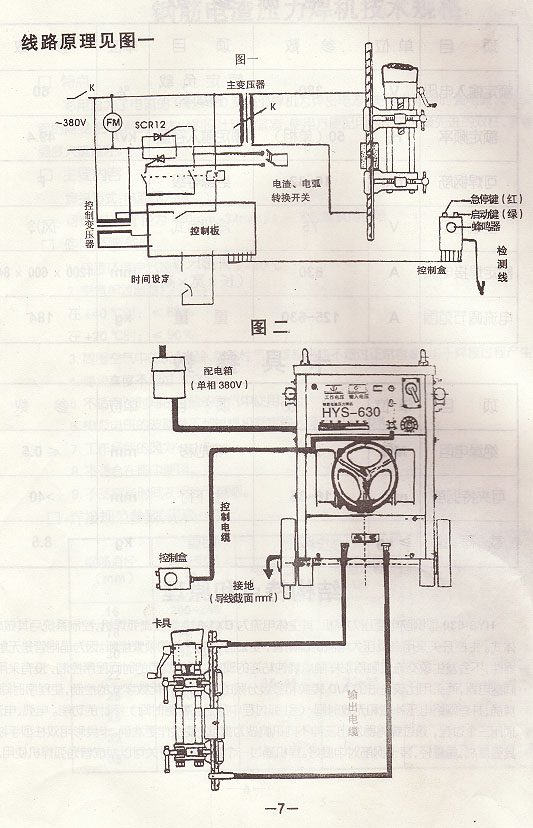
结构特点和原理
HYS-630型钢筋电渣压力焊机,其主体电流为BX1-630型交流弧焊机,控制系统与其做成一体式。主控开关采用高反压大电流的晶闸管,更适应钢筋焊接的频繁能断。因为晶闸管是无触点器件,不会发生象交流接触器那样触点烧蚀粘连的现象。焊接规范的时间程序控制,没有采用时间继电器,而采用比较先进的A/D转换和多级分频的方式,一元化数字式的控制,使程序时间十分精确,并有网络电压补偿和无效时间(引弧过程中的短路断路时间)不计的功能。电弧、电渣、顶压三个过程,通过蜂鸣器发出三种不同讯响做为提示,使操作更准确。卡具采用双柱型手摇式,其强度高,重量轻,装卡钢筋对中度好。焊机通过一个功能转换开关可以换成普通弧焊机使用。
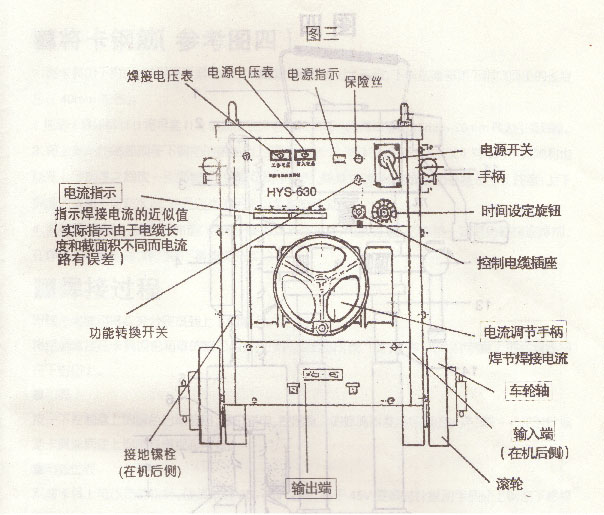
操作方法(参考图三、图四)
准备
确认焊机电流开关在“OFF”(关断)的位置;
开关操作
确认功能转换开关在电渣焊的位置
用控制电缆将控制盒与焊机连接妥当
合上输入保护装置开关
将焊机上的电源开关拔到“ON”(接通)的位置(此时电源电压表指示电网电压)
调整焊接电流
通过旋转电流调节手柄,将焊接电流调整到你所需要的值。
根据焊接钢筋的直径大小,将手柄逆时针旋转可减少焊接电流值,顺时针旋转将增大焊接电流值。
将时间设定旋转到相应的位置。

将卡钢筋(参考图四)
1.将卡具的下钳口(9)用下顶紧丝械(15)固定钢筋(10)上(注意:下钢筋端部距下钳口顶部的长度应在40mm左右)。
2.摇动卡具摇柄(11)将导套(13)的顶部到齿轮箱(2)低部的距离调整到15mm-20mm做为引弧间隙。
3.将上钢筋的端部顶在下钢筋的端部用上顶紧丝杆(12)将其固定在上钳口(4)中。为引弧顺利也可以上下钢筋之间放一引弧物。引弧物可用小螺母、焊条头、铁丝卷成小团等物充当。(注意:上下钢筋的端部不可有水泥、油污之类的污垢以免影响引弧)。
4.装好焊剂盒(5)垫好石棉垫(8)将干燥的焊剂装满焊剂盒(注意:石棉垫一定要垫好保证焊剂,在焊接中不得散漏,焊剂要尽量填满充实。)
焊接过程
将输出电缆用接线夹分别接到上下钢筋上。
将控制盒挂在卡具齿轮箱罩的豁口内打开卡具顶部电压表(1)防护盖,并将控制盒上的检测线接在下钳口上。
引弧
按一下控制盒上的绿色启动按钮,焊机送电,控制盒上的蜂鸣器发出连续的长声“嘟--”逆时针摇动卡具摇柄使上钢筋慢慢提起引弧。
电弧过程
观察卡具上电压表的指针,使其指在35-45V要顺时针摇动手柄使上钢筋下移缩短电弧,低于35V应逆时针摇动使上钢筋上移拉长电弧。
电渣过程
电弧过程结束,蜂鸣器发出继续持短声“嘟-嘟-”以提示转入电渣过程,此时顺时针旋转摇柄,观察,电压表示指示在22-27V之间并保持。(注意:电渣过程的溶滴过渡会使表针大副摇动是正常情况)。
顶压过程
电渣过程结束,蜂鸣器发出急促的短声“嘟-嘟-”,此时应迅速顺时针摇动手柄并用力压紧,焊接完毕。(注意:在顶压过程中焊机将自动断电,蜂鸣器停响)。
提示
焊接过程中如上下钢筋夹渣不能引弧,或操作不当上下粘连应迅速按控制盒上的红色急停按钮停机后拆下重新装上。
如引弧不顺利占用了很长时间电弧才引燃,请在确认电弧引燃后迅速按下争停按钮重按启动键,以保证焊接时间。
控制电缆不可被硬物碾砸或用力拉伸。
常见焊接缺陷及防止措施见下表
| 序号 | 常见护陷 | 防止措施 |
| 1 | 轴线偏移或弯折大 |
1.校直钢筋 2.夹装时夹正钢筋:太长的钢筋有人扶正。 3.对接力不要过大。 |
| 2 | 焊包不均匀 |
1.提高焊接电流。 2.上下钢筋端面不能倾斜太大。 3.焊接密度不均,或有杂质。 |
| 3 | 焊包不满 | 适当加大焊接电流和时间,增大熔化量。 |
| 4 | 焊包成型不好 | 石棉布堵严焊剂筒下部的间隙,防止铁水流失。 |
| 5 | 焊包有气孔 | 焊剂要烘干去除杂质,钢筋严重腐蚀要除锈。 |
| 6 | 过热(退火) | 减小焊接电流。 |
| 7 | 焊包有裂纹 | 延长保温时间,减小焊接电流。 |