��
DNKϵ�������㺸��ʹ��˵����
��
��
һ����;
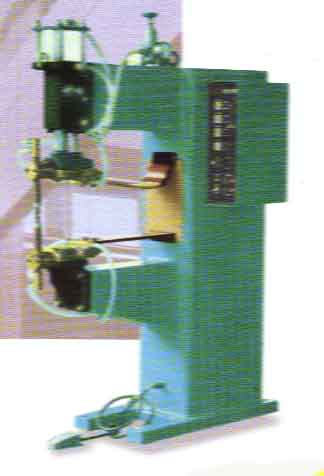
�㺸��һ���γ����ý�ϵĽ������ӣ��ں���ʱ����ͨ�����ӵ����ֲ����ȣ����ں����ĽӴ����ȴ�ʩ��ѹ�����γ�һ�����㡣�㺸Ŀǰ���㷺��Ӧ���ڸ�����ҵ���š� DNK-75 �� DNK-100 �͵㺸�����ڵ��㺸�ӣ���������������ѹ��ʽ���缫��ѹ����С���г̷�Χ����������ڡ��������� KD3-160A �͵����������������ӹ���ȫ��������ƣ�ʹ���ӹ���һ���Ժã����������ȶ��ɿ���
��Ʒ��ۣ�
��


������ �� �� ��
�����ͺ� DNK-100 DNK-75
������ѹ (��)380 380
�������� (��)270 197
����س����� (%)20 20
����� (ǧ����)100 75
���ӹ������ ��̼�� ( ���� ) 4+4 2.5+2.5
ÿ���ӹ�������
( �������г�Ϊ 20 ����ʱ ) 68 68
�μ����ص�ѹ (��)3.65-7.3 3.1-6.24.
�μ���ѹ���ڼ��� ������ ������
�缫������� (����) 500 500
�ɾ��ȵ����ϵ缫�����г� (����) 20 20
�ɾ��ȵ����ϵ缫�����г� (����) �� 60 60
�µ缫���м���ֱ���� (����)100 100
�缫�����ѹ�� ���������� 600 600
��ȴˮ������ ���� / Сʱ)720 720
�������γߴ� ��
�� (����)1300 1300
�� (����)570 570
�� (����)1950 1950
���������� (ǧ��)
��װ�ߴ磺
�����ϵſľ��� (����)1195 1195
�����ϵſľ��� (����)400 400
�ſ�ֱ�� (����) �� 18 �� 18
��
�����ص㼰����ԭ��
DNK-75 ��DNK-100 �͵㺸�������õ缫ѹ��������ֱ��ͨ���������ȵķ������е㺸�������Ѻ����������µ缫֮�䣬̤�½�̤���أ���������������Ƚ�ͨ������������������ѹ�������������������ڣ���ʹ�����������ͨ�������˺ͻ����½�ֱ���缫ѹ������ʱΪֹ��
��ֻ��һ�����㣬�����̤һ�½�̤���ء�����һֱ̤�½�̤���ز��ſ����ӹ��̽�һֱ�Զ��ؽ�����ȥ��
�����ϵ缫�Ĺ����г̼��ϵ缫�����г̿ɾ��ȵ��ڣ��µ缫���ڴ�ֱ�����ڽ����м����ڣ��缫��ѹ���ȶ�������缫ĥ����ı䣬����ѭ���и�����ʱ������� 0.02 �뵽 3.98 �뷶Χ��������ڣ��ܹ������û��ĸ��ֺ�����Ҫ��
�ġ��ṹ����
1 ����ɲ��֣�
����֮�����Ҫ�л��������ӱ�ѹ�������ڼ������أ����ޣ������е��켰�ϵ缫���ֵ������ۣ�ѹ������װ�ü�֧���µ缫�۵�֧�ּ���
�ڻ����ĸ����е����������ѹ�����������۲��������ת�����أ����� " ͨ "" �� " ���أ�����ͨ����
2 ��������
�����������ò۸ֶԲ����ӵ�����������ֱ�������Ǹֺ��Ӷ��ɣ������²����ĵװ壬�ڵװ������ĸ��� 18 ��Բ�ף���Ϊ�̶�����֮�á��������������������Ϊѹ�������Ĵ����ң���֤�������ȶ��Ĺ���ѹ�������������ڲ��нǸ�����װ���ӱ�ѹ�������������װ�ţ��Ҳ�����������û����ڸǡ�
�������䱸 KD3-160A �͵������������ɰ�װ���뺸�����档
3 �����е��켰�ϵ缫���ֵ�������
����װ�õ�����������ĵ���̶����øְ���ɵ������ϣ������ڸõ����ڻ�������������������֮���������ӣ��ڵ����ڲ����Ͽ����Ͳۣ��;�ע���������Ͳۡ�
4 ��ѹ������װ�ã�
����ʱ��������ѹѹ��������ѹ������װ���ɴ��������ǵ����ף������������Ļ�����ɡ�
λ�������ڵ�������������Ϊ���ң�����ѹ���������뵽����ʱ���»�������������г̣�����ѹ���������뵽���ҵ�ʱ���»��������ص����λ�ã�ʹ�缫������
������ѹ������ά���ϻ����Ļ���λ�ã����ö�����ĸ�������̶����Ա�֤����Ĺ����г̣��ɴ˿ɱ�֤ƽ�������ϵ缫�����г̵Ĵ�С���������Ҿ�����ͨ���ų�ѹ������ʱ���»����õ����������г̣���������ʹ�ϵ缫�нϴ�Ĺ����г̡�
5 ���½Ӵ����֣�
�������µ缫�̶�����������֧���ϣ���֧��������˨�ͻ��ܽ��̣��ܽ����м����ڡ�
6 ��ѹ������ϵͳ��
ѹ������ϵͳ����ͨ�ĵ��������������ѹ���ļ�ѹ�����������������ֶ���ͨ������ɡ�ѹ�������ɽ����ڽ��룬�����������ţ�һ��֧·��ѹ��������������ͨ�������������ң��ڶ�֧·��ѹ����������ѹ��������������������һ����ң��ڼ�ѹ�����������֮����д������Լ�Сѹ���ı仯���ȡ�
��ѹ�����������ڵ缫ѹ���������������������ɴ˰�����ע�������С�
��ͨ�����ڰ�ѹ������ͨ��ѹ������װ�õ����ң�������ҷų��������������Ա�֤�ϵ缫�õ��ĸ����г̡�
���ý��������ڵ缫ѹ������ʱ�������ϵ缫���ص����λ��ʱ���ٳ��������ʱ��ת�����������ݶ���ʹ����ڴﵽ�ʵ��Ĵ�С��
��������������ƺ���ѹ������������
��ѹ������ϵͳ�н����ѹ��������Ӧ����ˮ�֣���Ϊ���ܺܿ�����ż����ס�
7 ����ȴϵͳ��
������ˮ��ȴ�IJ����к��ӱ�ѹ���Ĵμ���Ȧ�����½Ӵ����֡��缫�ոˡ��缫�ȡ��ں�����ǰ���²�װ�з���������ȴˮͨ�����������뺸��������Ӧ����ȴ�����ϡ�
�ù���ˮ�㼯����ˮ�����ɴ���������ˮ����
�塢������·���豸
1 �����ӱ�ѹ�������ڼ������أ�
����������װ�п�ʽ���ຸ�ӱ�ѹ������ѹ���Ĵμ���Ȧ��������ͭ�庸���ڻ������϶��ɣ������������ͭƤ�뺸�������µ缫������
�ں���������װ�е��ڼ������أ����ޣ����ô˿����ϵ�բ�����ı��ѹ���ij�����Ȧ�����Ե��ڴμ���ѹ��ÿһբ��������λ�ã���λ�â�ʱ����ѹ��������Ȧ��ͬ�Ķ����鲢������λ��Ϊ��ʱ��Ϊ������
����ڼ������� DNK-75 ��DNK-100 �Ϳ��Եõ��˼���ѹ����ֵ��������
����ʹ����ά��
1 �������İ�װ��
�ں�����װǰ��Ӧ����ϸ���м�飬��������ڴ��������ȫ����˨�����ӣ��������ɶ�����˨����ĸ��
��װ����ʱ����Ҫ�ػ�����Ҫʱ�ɽ������̶���Ϊ���ں�������4���� 18 �Ĺ̶���װ�ס�
�ź����ɵ��ཻ�� 380 ��50 ���ȵĵ�Դ���繩�硣�����������߽��ں����Ҳ���߶�ͷ�ϣ����߽��治ӦС�� 35mm2 ���Ƶ��ߣ���Դ���߲�Ӧ��װ�в�С��250A ��բ�����ؼ���Ӧ�ı��ա�
���æ� 20 ��Ƥ�ܽ�5.5 ����/cm2 ��ѹ��������Դ�ͺ�����������������( ѹ��������·�е�ѹ���䶯��Ӧ���� 0.5 ���� /cm2) ��
�ǽ�ͨ��ȴˮԴ��װ�н��ù��ķ�ˮ������ˮ��װ�á�
�� ����Ӧ�ɿ��Ľӵأ��ӵ���˨װ�ں������������ҽ�צ�� ��
2 �������ĵ��������ڣ�
a ����������������ͣ����������ͻ�ܿ���ѹ������װ�õijĻ���
b ͨ��ע�����������飬ÿ�쿪ʼ����֮ǰ���������
c ��ͨ��ȴˮ��������֧·����ˮ����Լ����н�ͷ�����ܷ������
d ���ѹ������ϵͳ�Ĺ��������
e ����ĸ�����ϵ缫��Ҫ�Ĺ����г̣��г̵��ںú�������ĸš����
f ����ѹ���ĵ�����
����ʼ����ʱ������ݺ��ӹ淶ѡ���ʵ��ĺ���ѹ����ѹ����С�����ɼ�ѹ�����е��ڣ�������ѹ��ָʾ�����Ĺ�����ѹ���ٸ��ݵ缫ѹ����ѡ����Ӧ����ѹ����
����Ҫ��С��������ѹ����ѹʱ�������ɼ�ѹ���ϵĵ����ֱ�����ͨ������Ͳ�²��ķ������ţ��Ѳ���ѹ�������ɴ���Ͳ�ų���Ȼ������ѹ����������ֵ��
g ���������к���ǰ������������ù����� ( �ο�������ʹ��˵���� ) ��
h ��������������
1 װ�ϵ��ڼ������صIJ�ѣ�ѡ��ú��ӱ�ѹ���ļ�����
2 ����ȴϵͳ���ţ���������Ӧ֧·���Ƿ���ˮ���������ݺ����ĸ��ɺ������ֵķ��ȳ̶ȣ��ڹ����е���ˮ�����������ˮѹ̫�ͣ����ܱ�֤��Ҫ��ˮ��ʱ������Ӵֽ�ˮ�ܵĽ��档
3 �Ѻ������������ڵ缫�䲢̤�½�̤���ص�̤�壬ʹ����ѹ��ִ��һ�����ӹ��̣����������е��Կ����ڵ���λ����Ȼ��ѿ��������е��Կ��ش�������λ����̤�½�̤���ؼ��ɽ��к��ӡ�
j �����μ���ѹ��ѡ�����ɽϵͼ���ʼ�����ݺ��ӹ淶�ɿ������ĺ���������ť���߲�ѽ��е��ڡ����г�����ڶ�Ӧ���жϺ��ӵ����½��е��ڡ�
3 ��������������������
����Ӧ���� ( ÿ�²�����һ�� ) ������ע�����Ҫ�����������ڲ������ס����컬��ȴ���
����Ӧ���� ( ÿ�²�����һ�� ) ��麸�����������˨���Ӵ��Ĺ�������������ɶ����������š����
�Ļ�������ĥ��ʱ��Ӧ�ü�ʱ���и�����
4 ��������ֹͣ��
��������ʱֹͣ����ʱ�����뽫���Ƶ�·ת�����ط��� " �� " ��λ�ã��жϿ�����·�����رս�ˮ���š�
���ϳ�ʱ��ֹͣ����ʱ�������жϿ��Ƶ�·��Դ����ֹͣˮ��ѹ��������Ӧ���ڳ�ʱ��ֹͣ����ʱ�����б������Σ��ʱ������ѹ��������ȥ��·ʣ��֮��ȴˮ��
�ں�������ʱÿ��Ӧ�����ڶ��ΰѴ���Ͳ�ڻ����ˮ����װ�ں����Ϻ��·������Ӽ����������ų����ڴ����ڷų�ѹ������֮����ܰ�ˮ���ų���
���������жϹ���ʱ�������������������Ϳ��Ļ�����������Ϳ����֬���Ա�����Щ������⡣
5 ����ȫ������ע�����
�������� 380 ���Ľ�����ѹ���ڲ�������ʱ���������ؼ��������Ļ���������
�ź���������������Ӧ���ɿ��Ľӵء�
�ƹ���ʱ�������ű���رա�
��
�ߡ���Ʒ����
1 ����Ʒ����ӦΪ��
�� DNK75 (100) �͵㺸�� ( ���� KD3 �Ϳ����� )
2 ���ļ���ϸ����
�� DNK-75 (100) �͵㺸��ʹ��˵����
�� KD3-160A �Ϳ�����ʹ��˵����
���������ڼ�����
| ���� | ���ڼ������λ�� | �μ����ص�ѹ(��) | ||
| I | II | III | ||
| 1 | 2 | 2 | 2 | 3.65 |
| 2 | 1 | 3.92 | ||
| 3 | 2 | 1 | 4.26 | |
| 4 | 1 | 4.64 | ||
| 5 | 2 | 2 | 1 | 5.14 |
| 6 | 1 | 5.68 | ||
| 7 | 2 | 1 | 6.45 | |
| 8 | 1 | 7.30 | ||
��