DN3系列悬挂式点焊机说明书
![]()
一、用途及特点:
DN3系列悬挂式点焊机是我公司在消化及吸收日本等国家同类产品的基础上,改进研制的新产品,是具有国际九十年代水平的双焊钳、双规范,气压水冷式点焊机,是中低碳钢薄板加工和金属线材垂直交叉焊接理想的焊接设备,广泛适用于汽车、拖拉机、家用电器、金属橱柜、建筑钢筋焊接等生产制造行业。
DN3系列悬挂式点焊机与目前国内传统产品相比较,有许多突出的特点。该机采用了先进的环氧树脂真空浇注工艺,具有体积小,重量轻、结构紧凑、安全耐用的特点;该点焊机采用双气路结构,其气路系统中装有分水过滤器和油雾器,不仅有效地除去高压空气中的水分及其它杂质,而且可使润滑油雾化,达到润滑气阀和焊钳气缸的目的。
DN3系列悬挂式点焊机可根据需要选配我公司自主开发生产的焊接控制器,一般标准配置为 KD3-160A 点凸焊微机控制器,该控制器为一路单规范焊接控制器,适用于一把焊钳和一种焊接规范的焊接,可以满足用户的绝大部分工件的焊接工艺要求。当用户需要两把相同或不同规格的焊钳,并且分别使用各自独立的不同的焊接规范时,可选用 KD7312A 双工位微机点焊同步控制器,这样可按预先设定的两种不同焊接规范各自独立工作,在保证焊接质量的前提下,能够大大提高生产效率。
二、主要技术参数:
目前我公司生产四种规格的悬挂式点焊设备,其主要技术参数如下:
焊机型号: DN3 -75 DN3 -100 DN3 -125 DN3 -160
额定容量: 75KVA 100KVA 125KVA 160KVA
负载持续率: 50%
电源电压: 单相 50Hz 380V
次级空载电压: 18.2V 19V 20V 22V
额定焊接厚度: 1+1 1.2+1.2 1.5+1.5 2+2
最大短路电流: 9000A 10000A 12000A 16000A
冷却水流量: 16L/min
压缩空气压力: <0.55MPa
重 量: 125Kg 132Kg 165Kg 175Kg
外 型 尺 寸: 600 × 450 × 735 600 × 450 × 750
640 × 470 × 740 640 × 470 × 750
三、工作原理及主要结构特征:
基本工作原理:利用受控的低电压大电流通过工件本身电阻产生热量加热并形成局部熔化(或达到塑性状态),在一定压力下形成牢固的点焊焊核。
主要结构特征: DN3系列悬挂式点焊机主要由焊接变压器、水路系统、气路系统以及其它附件构成。
1. 焊接变压器次级线圈为两组空心扁铜管串接而成,经硫化处理后初级线圈均布两侧,线圈中还装置过热保护继电器,以防止变压器过热损坏,装配完毕后用环氧树脂真空浇注为一体。良好的线圈结构和有效的冷却及其保护系统保证了焊接变压器能长期稳定的工作。
2. 具有双气路系统,气压各自可调互不干扰,气路中装有分水过滤器、油雾器和消声器,能有效地滤化气流、润滑部件和减少噪声。
3. 水路系统装置有分水器、进出水调节阀门从而保证了焊接变压器、焊钳和焊接电缆的冷却水流量,使整个焊接系统安全可靠地工作。
四、设备安装:
1. 本公司生产的DN3系列悬挂式点焊机可选用本公司生产的 KD3-160A 点凸焊微机控制器和 KD7312A 双工位微机点凸焊同步控制器,也可根据需要为用户选配其他型号的焊接控制器,具体型号请直接与我公司技术支持联系,也可以上网浏览公司网站:http://www.hebweld.com ,从公司网站下焊接控制器产品目录中进行选择和使用。除非另有说明,均以 KD3-160A 型点凸焊微机控制器做为标准版本进行介绍。
2. 按附图连接相应的水管、气管、主回路电缆和电气控制电缆。
3. 连接好焊接变压器和控制器的接地线,接地线应该使用不小于10mm2铜质导线,接地电阻应≤6Ω,无接地线严禁使用该焊机。
4. 应保证焊机系统冷却水进水口压力使整个焊机系统水流量满足要求。当水流压力和流量达不到技术要求(水流压力 1.0Kg/cm2 ,流量 4 升 / 分)时,焊机主机将停止工作。
五、操作与维护:
1. 操作:
a. 接通水路,检查水的压力和流量应符合要求。
b. 接通气源、调节并检查空气压力。当使用一把焊钳时需要将另一路的气源关闭(通过顺时针调节减压阀实现)。
c. 按控制器使用说明书对控制系统进行各项参数的设定。(请详细参阅控制器使用说明书)。
d. 将控制器功能开关置于“调试”位置,启动安装在焊钳上的操作开关,检查气动部件及焊钳动作是否正常可靠,以及控制器各程序是否运行正常。
e. 将控制器功能开关置“工作”位置进行焊接操作。焊件需清洁干净无锈斑。将焊件放置焊钳钳口中,按下焊钳上启动开关,点焊机按预先设定的程序自动完成一个焊接周期,焊好一个接点。取出焊板扭转剥离,熔核应留在一块板上,另一板上留下一小孔,熔核直径应为电极头直径的 80% 左右。说明焊接质量良好,否则应调整焊接规范参数。
f. 工件厚度不同时,可采用不同直径的电极并调节焊接规范参数。
g. 通过试焊调整好水流量气源气压和焊接规范参数后,即可开始焊接操作。
h. 焊接完成后应注意及时切断电源、水源和气源。
2. 维护:
( a )焊机应定期清理灰尘保持清洁。
( b )定期检查气路、水路系统,不应有堵塞和泄漏现象,气路中压力表要定期校验。水路中的冷却水要经常进行更换,以保证水源干净,才能起到很好的冷却作用。
( c )应定期修整电极头,以保证电极端头规定尺寸。
( d )定期检查焊机接地是否良好,以保证操作者人身安全。
( e )点焊机停止使用时,冷却水必须排放干净,以免低温引起结冰损坏点焊机和控制柜。
( f )冷却水的进水及回水中均会因水质不同带有不同的电压,因此严禁使用冷却水槽及回水管中的水源洗手或从事其它洗涤工作,否则有可能危及操作者人身安全。
( g )焊钳在夹紧工件过程中严禁将手指靠近焊钳工作面附近,避免夹伤手指。
( h )焊机在工作过程中会产生热量和金属飞溅物,操作者在工作前必须穿好工作服和绝缘鞋,戴好防护眼睛和手套,避免烫伤和产生危险。
六、设备成套:
1. 悬挂式点焊机………………………………………1 台
包括:电源电缆……………………………………2 根
控制电缆……………………………………… 1 根
2. 技术文件:
使用说明书…………………………………………… 1 份
产品合格证书………………………………………… 1 份
装箱单………………………………………………… 1 份
3. 附件:
根据用户订货需要可供下列附件:
KD3-160A 点凸焊微机控制器…………………………… 1 台
PHQ-B/25 平衡器………………………………………… 1 个
X 型 /C 型气动点焊钳 ……………………………… 1 把(或 2 把)
160mm2 × 2 低阻通水电缆…………………………… 1 根(或 2 根)
160mm2 辅缆…………………………………………… 2 条(或 4 条)
TC-1/TC-2 行走装置…………………………………… 1 套
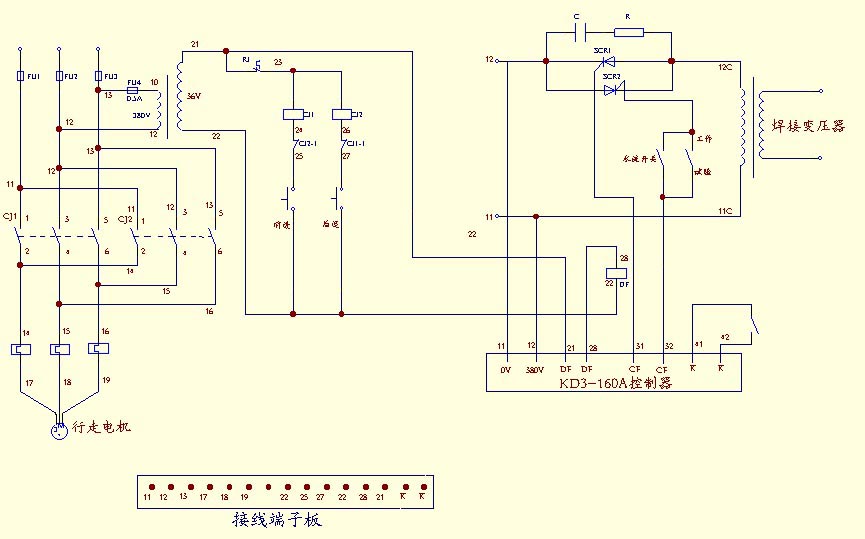
七、DN3-100系列焊机电气原理图: