CG2-150A仿形切割机
![]()
A 机器简介
一、用途:
是一种仿形切割机,可作为大批生产中同一种部件切割工作用的专用切割机,也是一种高效率自动切割机,可以很方便的切割出各种形状。由于其机身较小,而切割范围较大,因此这种机器特别适宜于野外工作,同时也适宜于大、中、小型工厂使用。
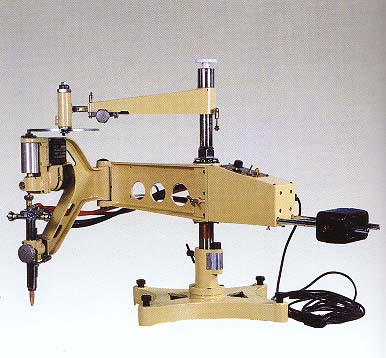
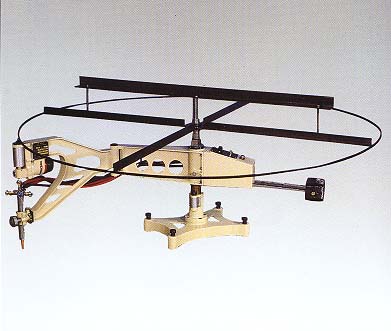
CG2-150型外观 CG2-150A型外观
二、技术特性:
(1)机身外形尺寸: 1390×335×800mm(长×宽×高)
(2)切割厚度: 8-60mm
(3)切割速度: 50-750mm/min
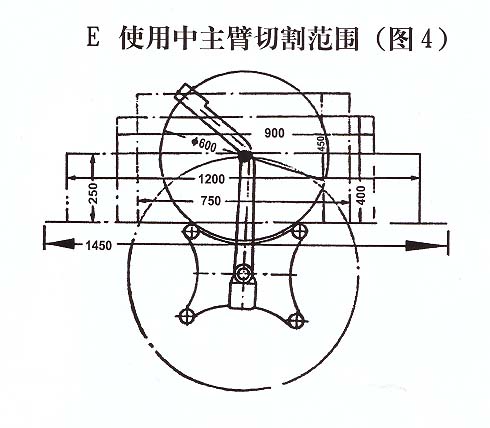
(4)切割圆直径: φ1800mm
(5)切割最大正方尺寸: 1270×1270mm
(6)切割长方形尺寸: 170×340mm,500×1650mm
(7)切割直线长度: 1650mm
(8)输入电压: AC220V 50Hz
(9)电动机: ZYT261/A5 DC110V24W 3600r/min
(10)割嘴规格表:
|
割嘴编号 |
切割速度 |
氧气压力 MPa |
乙炔压力 MPa |
切割速度 mm/min |
|
00 |
5-10 |
0.20-0.30 |
>0.03 |
600-450 |
|
0 |
10-20 |
480-380 |
||
|
1 |
20-30 |
0.25-0.35 |
400-320 |
|
|
2 |
30-50 |
350-280 |
||
|
3 |
50-70 |
0.3-0.4 |
>0.04 |
300-240 |
|
4 |
70-90 |
260-200 |
||
|
5 |
90-120 |
0.4-0.5 |
200-170 |
三、结构特点及简介:
机器采用高强度的铝锭精密压铸制成,具有重量轻、强度高、耐腐蚀等特点,其主要由机身、主轴、绘图机构、割炬总成、型臂、底座和平衡锤组成。
(1)调速系统采用了具有优越性能的集成电路控制器故具有下列一些特点:
a.能在规定的范围内均匀调整速度,而不会使电动机性能发生变化,速度控制也很稳定。
b.用较小的控制电压能直接控制电动机转速,其控制能损耗很小。
c.电气系统部分的温升对电动机影响很小,使其寿命长,且维修简易。
(2)割炬位于基臂下面,当基臂沿样板移动,割炬可以正确地割出与样板相同的形状。除上述一些特点外,尚有下列优点。
a、小巧,轻便、操作方便。
b、主轴固定在机座上,并作为主臂的支点,因没有平衡装置及磁铁导轮。可使主在切割幅度的工作限度内任意移动而保持平衡状态。
c、传动部分采用滚动轴承,使机器运转平衡。
d、机座下部装有球形螺柱,可以固定,移动及控制平面度。
e、机器采用连锁装置,所以电动机的起动与切割氧的打开是同步的。
f、可以在垂直方向调节样板上的滑尺位置。
g、只要专用割圆附件,便可作450mm范围圆周长的切割工作。
(3)电动机与减速机构,该机器采用永磁的直流伺服电动机,有正反转开关作顺逆方向旋转,它直接与齿轮减速机构相连,以带动磁滚轮旋转。减速机构系三级减速传动,速比为:1/175。
(4)磁滚轮为直径10毫米的永久磁铁。
(5)压力开关是自动开闭系统中不可缺少的,当切割气流过时,电器陆续被接通,使主轴转动。
(6)可逆转换开关是一个可变开关,所以必须在机器停止后才可换,如果突然改变方向,会损坏电机,影响电机使用寿命。
B 操作方法
一、序言:
机器的效率与经济价值决定于使用过程中对机器的保养,运用与操作等情况,要使机器延长寿命,必须很好地注意机器的保养,也能提高机器的效率,下面详述了操作方法及操作原理,也能是延长机器寿命的唯一方法。
二、机器组装:
(1)将平衡锤的两个平衡棒插入变速箱下部的孔内用螺丝固定住。
(2)在电器箱侧面接上AC220电源。
(3)分别将气体分配器用φ8mm橡胶管接上氧乙炔气体。
(4)把割嘴装到割炬上去时,需根据被切割板的厚度来选用割嘴,需注意要缓慢地拧紧螺帽,使接触部分能很好地贴合。
三、机座使用方法:
为使机器能平衡地固定在切割材料上,在机座的四个角上装有自由活动螺柱,还可利用它使机器在切割板上移动及调整切割位置,这些除了能调节及移动机器外、还可通过调节螺钉使机器得到稳定及保持水平位置。
四、样板固定方法:
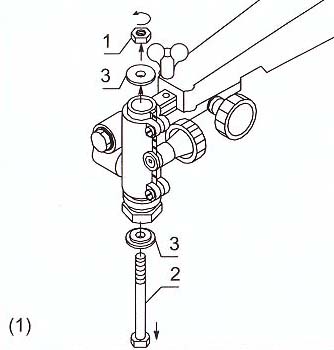
方法一:先在样板中心钻φ10.5mm的孔(适合φ300mm以内工件)后按照下列程序装上样板。
(1)将固定样板用螺钉由样板孔下面插入(参照图1)。
(2)在样板上面放一双垫圈(机上已配)。
(3)把六角螺栓从下部装入带孔的螺柱内。
(4)在六角螺栓上放另一双垫圈,然后再拧紧螺帽。
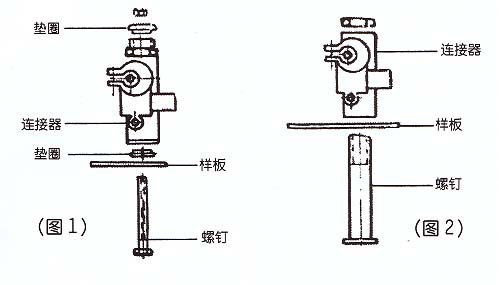
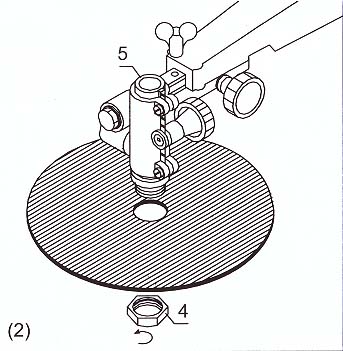
方法二:在样板中钻φ31mm的孔(适合φ600mm以内的工作)然后按照下列程序上样板。
(1)将固定样板用螺钉从样板孔下面插入(参照图2)。
(2)将装好样板穿过连接器拧紧螺帽。
方法三:请参考CG2-150A型外观示意图自行制作圆形大样板,用随机配带的连接轴换下原来带长臂固定样板的主轴,并把该样板安装固定在刚装上的联接轴上(带锁紧螺母)。此方法适用于直径大于600mm的各类工件的仿形切割,最大切割直径为1800mm。(这种方法是CG2-150A特有的功能)
五、型臂的操作方法:
型臂的垂直调节手轮是用来调节其上下移动与磁铁滚轮的位置,型臂先后移动手轮,可以使样板在滑尺的刻线范围内(120mm)任意调节,也可作为开始切割时操作用。
调节上下位置时,应先松开型臂上的翼型螺栓,便可调节到要求的位置。
六、在切割过程中机身上下运动的调节:
(1)将机身直接放在切割钢板上进行切割。
(2)切割不同高度材料时与切割小的材料一样,在这种情况下,机身的上下调节可旋转主轴的升降螺母,调节时,把圆棒插入升降螺母外圆的小孔以旋螺母,小量的高度只需调节割炬的齿轮,(调节范围约100毫米)。因主轮本身能转动,也使机身一起转动,因此可以改变切割位置。
七、运动部分的操作:
(1)机器的运转是由直流伺服电动机利用集成电路改变速度来获得,因此机器的驱动停止及倒转都用控制机板的开关来操作,速度控制箱上的刻度板可以控制机器的速成度。
(2)压力开关的驱动操作压力开关是动力电源开关,当割炬上的阀拧开后便一直可以操作,这阀在结构上与切割氧相连,当切割打开时即自动接通电源便自动开始切割,切割完毕时,切割氧即停止喷射便自动关闭电源。因而,只有当割炬工作时,才能运行操作。
(3)切割速度的控制,切割速度取决于切割钢板的厚度与割嘴的号码可用磁轮试运行来证实其实际速度,频率愈高,则速度也就愈高。
八、割炬与割嘴先要掌握割炬阀门的操作法,共同四种阀:乙炔阀、预热用氧气阀、切割用氧气阀及自动控制阀,乙炔与预热阀是用来控制混合气体的预热火焰,预热后,切割氧便喷出运行切割,在切割开始的同时打开自动控制阀,机器开动,磁轮沿着样板运动进行切割、切割完毕关闭切割氧气阀,自动控制阀也自动地停止工作。
此时需注意:若自动控制阀比切割氧气阀关闭的早,则机器运转仍不会停止工作,因在自动控制阀的橡皮管内有剩余氧气。
九、在割炬上清理割嘴,用这种切割机的割嘴位置较低,所以清除工作比较困难,但可以在清理时,先松开割炬夹持器上的手柄,使割炬旋转90度,则工作就方便了。
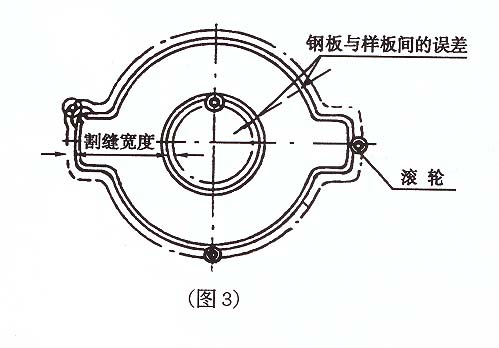
十、金属样板制造方法(图3)割炬的移动与磁铁滚轮的运行是一致的,在制造样板时需注意滚轮的半径,按理割嘴中心线应与滚轮中心线在同一垂直线上,样板的尺寸不等于所要切割工件的尺寸,其关系式如下:
R(滚轮半径)-r(割缝宽度1/2)=二者间误差。
十一、样板与材料
1.样板厚度要求大于6mm,在要求精密切割时,则厚度大于8mm,以加强磁性。
2.样板与磁轮的接触面必须垂直二者之中心线,否则磁力铁就要减小。
3.材料 A3
|
割嘴号码 |
1 |
2 |
3 |
|
|
割缝厚度(mm) |
1.5 |
1.75 |
2 |
内外描绘(+) 外线描绘(-) |
|
磁轮直径(φ10mm) |
3.5 |
3.25 |
3 |
C 操作时注意事项
一、机身用铝合金制造,以减轻重量、但在搬运时要注意防止跌落,及避免急剧打击与冲击。
二、清理割嘴时,割炬夹持旋转90度清理后,把割嘴装到割炬上去时,要使夹持器对准主臂中中心线,才能开始工作。
三、因速度标尺与实际速度尚有一些差别,所以要核对实际速度。
四、电动机的减速机构在连续使用6个月后,需作检查及定期加油润滑,以延长其寿命。
五、在长期连续使用后,需防止齿轮箱漏油。
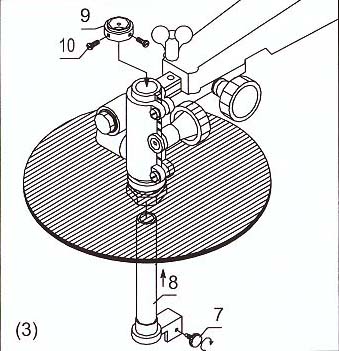
D 圆盘气割装置(图6)
圆周切割装置可在比例尺范围内作半径14-225mm的圆切割,也能切割法兰。
(1)圆盘装置步骤:
在圆盘的φ31mm孔处固定到样板上去,把套管从机座内拆下并装入圆盘,把套管从底部插入样板装置,从顶部装上螺母并拧紧。
(2)传动中心的调带:
先松去螺钉及垫圈,把螺钉从样板底部插入套管内,再用三个螺钉分别将垫圈拧紧于顶部。
(3)如何装好标尺及圆周驱动轮:
a.标尺与圆周驱动轮相连接。
b.标尺与圆周驱动轮机构上之磁滚轮与永磁块相拧紧。
c.将标尺凹槽插入圆盘中心之定位螺钉。
d.在标尺上调整好需要的半径。
e.用定位螺钉将标尺固定在转动中心。
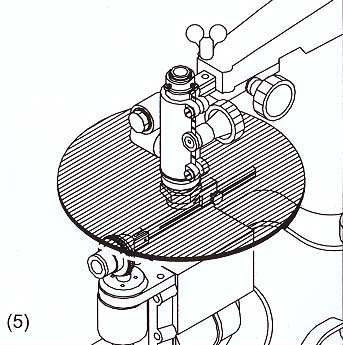
(4)操作方法:
a.将圆周驱动轮装在圆盘下,调整圆盘与滚轮的位置,再用调节样板到合适的位置。
b.同时,要检查一下驱动轮能否滑动,调节好后再拧紧螺钉。
c.转动样板横臂手柄,调节好气割位置。
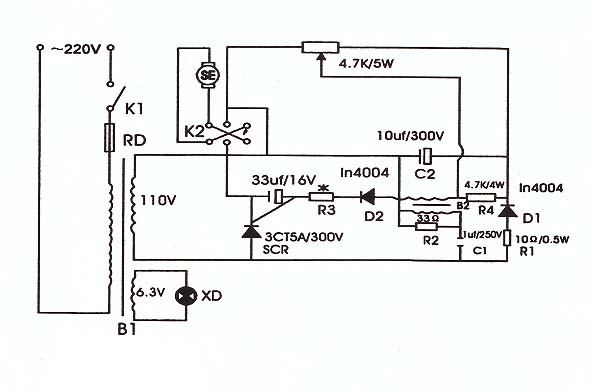
F电气线路图(图5)
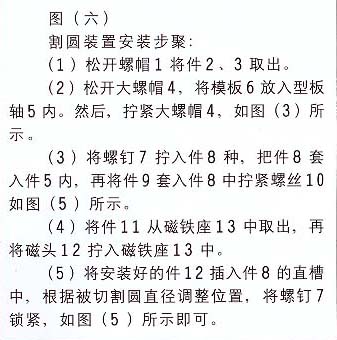
割圆装置安装步骤(详细文字说明请看图六):

G 割枪结构及外形示意图:
