BX5-63B薄板电弧焊机使用说明书
一、用途:
BX5-63B薄板电弧焊机,适用于手工电弧焊,焊接厚度为0.3-3mm的薄钢板,是建筑、装饰、汽车制造、薄板制品、修理等行业的理想焊接设备。
该机具有电子控制调节装置,输出电流在5-63A范围内可以精确地进行调节。以适用于各种不同厚度的薄板焊接,并具有引弧电流调节装置,焊接时引弧容易。
该机特点:全电子控制、电流无级调节、引弧容易、电弧稳定、焊接质量好、体积小、重量轻、携带方便、价格便宜。
二、技术数据:
电源 单相 380V
频率 50HZ
额定初级电流 12A
空载电压 74-78V
额定输出电流 63A
电流调节范围 5-63A
额定负载持续率 60%
重量 32kg
外形尺寸 长*宽*高 430*215*210mm
三、工作原理:
焊机的输入电路由双向可控硅SCR,及电子控制单元对主变压器B1的初级电压进行小范围的调节。调节变阻器W1,可使输出电流在粗调档位之间,精确平滑调节。
输出回路采用串联调感式电路。由8档选择开关HK,调节电抗器L的抽头,改变输出电路的电感量,实现输出电流粗调。
由电流互感器B2,单向可控硅SCR2,控制单元组成引弧电流调节电路,用来控制电抗器L在空载-引弧-焊接过程中电感量的大小和随时间的变化量。调节变阻器W2,可以得到不同的引弧电流值。
四、使用方法:
1、电源接线:本机电压为380V,50HZ,单相交流电,输入电源接到机后接线板上,导线截面不小于4平方毫米。
2、输出接线:输出接线到前面输出端上,其中一根接焊钳,另一根接工件,导线截面不小于10平方毫米。
3、机壳应可靠连接地线,以保证操作者的安全。
4、调节方法:
(1)电流粗调,根据焊接板的厚度(参照下表)选择直径合适的焊条,调节电流粗调钮到适当的档位。
|
板厚度(mm) |
焊条直径 |
粗调档位 |
焊接电流 |
|
0.3-0.5 |
Φ0.8 |
1-2 |
5-10 |
|
0.5-1.0 |
Φ1.0 |
2-3 |
10-18 |
|
1.0-1.2 |
Φ1.2 |
3-4 |
18-30 |
|
1.2-1.5 |
Φ1.2-1.4 |
4-5 |
30-40 |
|
1.5-2.0 |
Φ1.4-1.6 |
5-6 |
40-50 |
|
2.0-2.5 |
Φ1.6-2.0 |
6-7 |
50-60 |
|
2.5-3.0 |
Φ2.0-2.5 |
8 |
60-65 |
(2)电流微调,通电试焊,调节电流微调旋钮得到合适的电流为止。
(3)引弧电流调节:调节引弧电流旋钮,可得到合适的引弧电流。
五、注意事项:
1、为了在焊接时能顺利引弧机内装有控制装置,引弧瞬间电流较大,使用前应进行适当调节再进行正常焊接。
2、为保证薄板焊接质量和顺利引弧,工件表面需清洁,焊条须干燥。
3、焊接板厚度在1mm以下时,因焊机输出电流小,焊条细,引弧时应轻轻地用划擦的方法,和大焊机稍有区别。
4、焊机使用时,机壳必须有连接可靠的接地线。
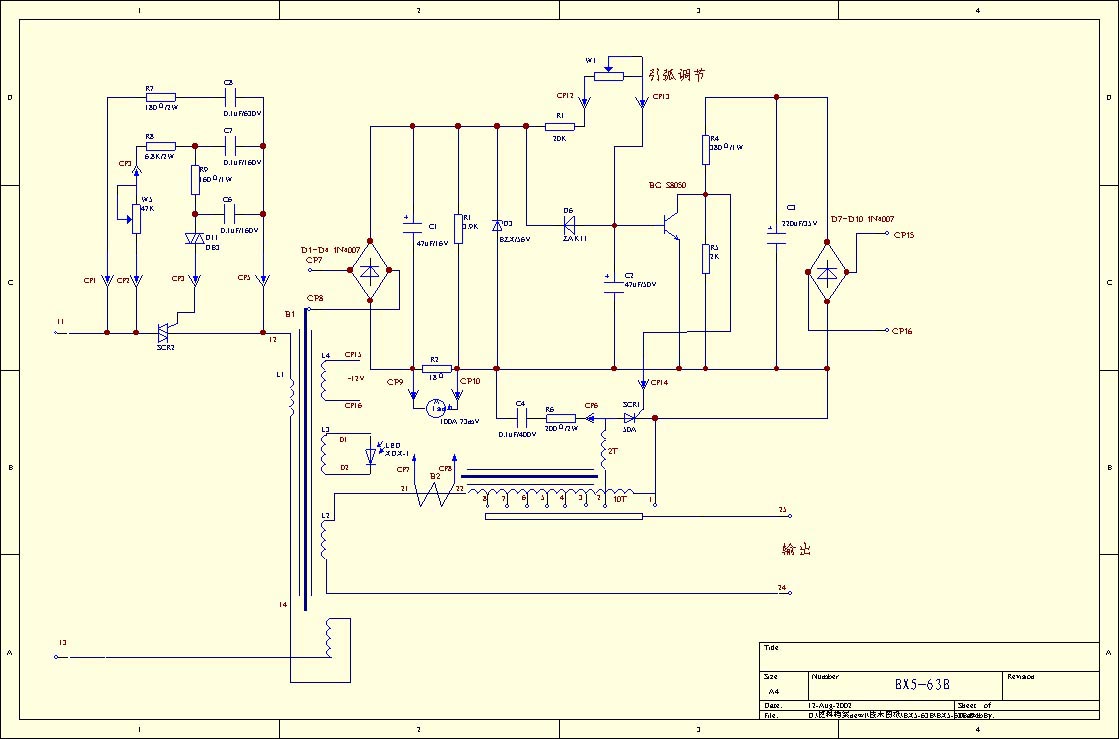
六、电气原理图: